Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Sequentieller Druck, d.h. das sequentielle statt parallele Drucken von mehreren Objekten im selben Druckjob, ist ein mächtiges, aber auch riskantes Werkzeug. Wenn man nicht exakt misst, plant und beobachtet, können falsche Einstellungen, die zu Kollisionen des Kopfes führen, nicht nur den Druck ruinieren, sondern sogar den Drucker selbst physikalisch beschädigen! Das geht vom verbogenen Druckbett oder einer beschädigten Nivellierungs-Sonde wegen eines bereits gedruckten Objekts, in das der Kopf von oben reingeschraubt wird, über abgebrochene Lüfter-Düsen bis hin zum beschädigten Lüfter oder abgerissenen Kabel - weil Thermistor oder Heizwiderstand von der Seite mit voller Geschwindigkeit in ein bereits gedrucktes Objekt fahren, das leider zu gut auf dem Bett haftet. Tasten Sie sich deshalb an die optimalen Einstellungen schrittweise heran und räumen sie dem Druckkopf lieber zuerst einmal großzügig Platz ein!
Und ganz wichtig: Pausieren Sie den Druck nur dann, wenn ihr Drucker bei Pause den Kopf hoch genug fährt, um beim An-den-Rand-Fahren und der Druck-Wiederaufnahme nicht mit bereits fertig gedruckten Objekten auf dem Druckbett zu kollidieren!
Sequentieller Druck ist eine 3D-Druck-Disziplin, mit der sich bisher nur wenige Maker beschäftigen. Doch diese bietet zahlreiche Vor- aber auch einige Nachteile. Beginnen wir mit den Nachteilen im Vergleich zum gängigen parallelen Schichtendruck:
Bauraum-Einschränkung:
Je nach Komplexität und Höhe des Druckobjekts ist der Druckbereich stark eingeschränkt. Meistens passen im sequentiellen Druck deutlich weniger Objekte aufs Bett als im Schichtendruck.
Kollisionsgefahr:
Will man den Platz optimal nutzen und den sequentiellen Druck manuell optimieren, muss man viel ausmessen, planen und ausprobieren, ständig mit der Gefahr, dass der Kopf voll von irgendeiner Richtung ins Druckobjekt fährt oder sich von oben in ein schon existierendes Objekt schraubt.
Eher halbgare Slicer-Implementierung:
Das automatische Arrangement berücksichtigt die Besonderheiten des sequentiellen Drucks nur sehr begrenzt bis gar nicht (z.B. Druckreihenfolge von vorne nach hinten, um X-Achsen-Kollision zu vermeiden). Ohne GCode/Druck-Preview wie in Simplify3D, Cura oder Prusaslicer 2.3 kann man noch nichtmal sehen, in welcher Reihenfolge die Objekte gedruckt werden. Slic3r hat leider (noch) kein GCode-Druck-Preview, selbst der online-GCode-Visualizer gcode.ws unterstützt keinen sequentiellen GCode.
Filamentwechsel ade:
Manuelle Filamentwechsel oder Mehrfarbdruck (z.B. mit Prusa MMU, Diamond Hotend, Y-Splitter oder Mosaic Palette) sind im sequentiellen Druck zwar theoretisch auch möglich, aber mit zunehmender Objekt-Anzahl in der Praxis unfassbar ineffizient, da die Wechsel nun für jedes Druckobjekt einzeln gemacht werden müssen, statt einmal pro Schicht für alle, wie im normalen parallelen Druck. Dazu kommt, dass der Drucker beim Pausieren für den Farbwechsel voll in ein bereits gedrucktes Objekt fahren könnte, wenn er den Kopf an den Rand bewegt. Hinzu kommt, dass bei Single-Nozzle-Mehrfarbdruck-Systemen jedes Objekt auch einen eigenen Opferturm (Purge Tower) zum Leerdrucken des Hotends brauchen würde.
Eventuell verlangsamter Druck:
Bei besonders kleinen Objekten kann es sein, dass sehr schnell druckende Schichten vom Slicer verlangsamt werden, um dem Plastik mehr Zeit zum Abkühlen zu geben. Im Schichtendruck ist das bei vielen Objekten kein Problem, da bis zur nächsten Schicht mehr als genügend Zeit vergangen ist zum Abkühlen.
Bisher haben wir nur die Nachteile gelistet. Die Vorteile des sequentiellen Drucks sind allerdings signifikant und machen vieles schneller, effizienter, flexibler und leichter:
Grundsätzlich schnellerer Druck:
Da der Kopf weniger Reise- und Retraktionsbewegungen machen muss, weil er nicht mehr in jeder Schicht alle Objekte auf dem Bett abfahren muss, wird der Druck mit zunehmender Objektanzahl auf dem Bett im sequentiellen Druck etwas schneller.
Weniger Verschleiß:
Weniger Reise- und Retraktionsbewegungen bedeuten auch eine Reduktion des mechanischen Verschleißes von Motoren, Kugellagern, Zahnriemen, Kabeln usw.
Schönerer/stabilerer Druck:
Da der Kopf nicht ständig zwischen allen Druckobjekten auf dem Bett hin- und herfahren muss, gibt es garantiert keine Fäden. Die Anzahl der Retraktionen wird dramatisch reduziert und die Außenseiten sind genauso perfekt, wie wenn man nur ein einzelnes Objekt drucken würde. Auch dass das Objekt in einem Rutsch gedruckt wird, kann je nach Material (z.B. ABS/ASA) die Stabilität erhöhen, da durch die reduzierte Abkühlzeit auch die Schichtenhaftung besser wird.
Fehler-Resistenz:
Es gibt im sequentiellen Druck weniger Schaden durch fatale Probleme, die normalerweise dazu führen, dass man das gesamte Druckbett wegschmeissen muss. Beispielsweise wenn das Filament ausgeht, der Strom ausfällt oder der Extruder verstopft, sind wenigstens alle Objekte schon fertig, die bis dahin gedruckt wurden. Auch wenn sich eines der Objekte während des Druckes vom Bett löst, ist die Gefahr, dass es andere Objekte und schlussendlich alle Objekte auf dem Bett mitreißt, im Vergleich zum Schichtendruck dramatisch geringer.
Druckabbdruch jederzeit möglich:
Insbesondere bei der Kleinserienproduktion kann man im sequentiellen Druck jederzeit den Druck abbrechen und verliert dabei maximal das eine Objekt, an dem aktuell gedruckt wird. Das macht die Druckplanung deutlich einfacher und flexibler, da man einen Job für ein volles Druckbett startet und dann einfach so lange druckt, wie man will/kann. Auch bei fast leeren Spulen muss man endlich nicht mehr umständlich wiegen, Slicer-Previews studieren und rechnen, sondern man startet einfach den Druckjob und druckt so lange, bis die Spule leer ist und verliert dann nur das jeweils aktuelle Druckobjekt!
Einzelobjekte schneller fertig:
Je nach Objekt, Druckbett und Drucker kann man schon während des Drucks bereits fertige Objekte vom Druckbett nehmen, was im Schichtendruck nur dann möglich ist, wenn man unterschiedlich hohe Objekte druckt.
Ob die Vor- oder die Nachteile überwiegen, hängt vom jeweiligen Druckjob ab. Aber bei langen Druckjobs mit mehreren Einzelteilen auf dem Bett oder einer Kleinserienproduktion desselben Teils, überwiegen jedoch in der Regel die Vorteile des sequentiellen Drucks. Für Drucke im Vasenmodus ist der sequentielle Druck sogar die einzige Möglichkeit, mehrere Objekte auf einmal zu drucken.
Einstellungen für sequentiellen Druck in Slic3r/PrusaslicerEinstellungen für sequentiellen Druck in Cura
Slicer-Implementierung für sequentiellen Druck
Die Slicer unterstützen für den automatischen sequentiellen Druck leider grundsätzlich nur die am weitesten verbreitete kartesische Mendel/i3-Architektur mit in Z bewegtem X-Achsen-Schlitten und in Y-Richtung bewegtem Druckbett. Besitzer eines Druckers in anderer Architektur, z.B. Delta-Drucker oder Top-Down-Drucker mit H-Bot- oder CoreXY-Aufbau oben, sollten die Dimensionen des Druckkopfs aufs Minimum reduzieren und die X-Achsen-Höhe aufs Maximum vergrößern und müssen alles manuell planen und arrangieren, um Kollisionen des Kopfes, der Achsen/Arme, des Gehäuses oder anderer Teile des Druckers mit schon gedruckten Objekten zu vermeiden.
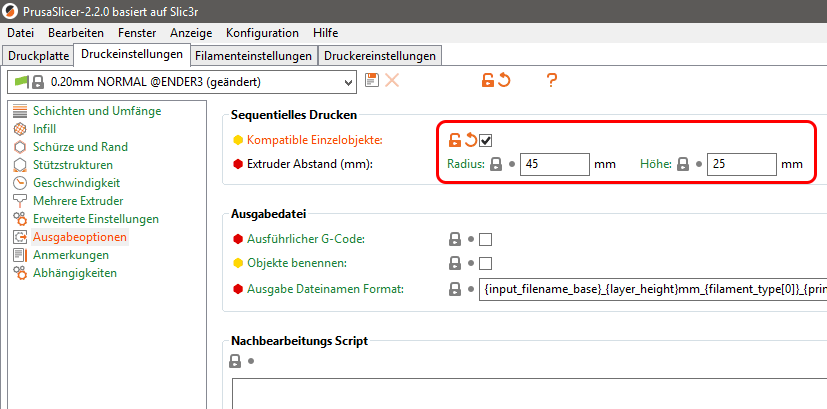
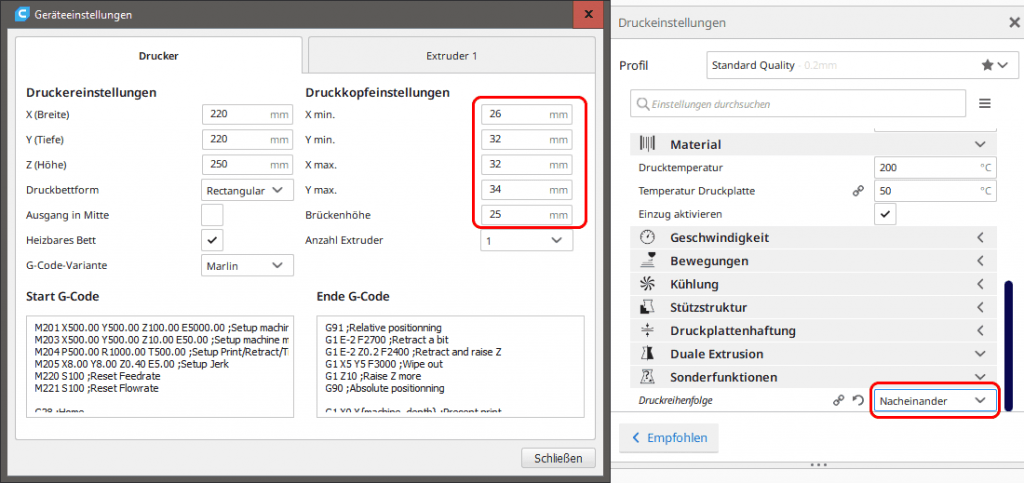
Die automatische Arrangierung im sequentiellen Druck funktioniert so, dass der Druck-Kopf grob als Zylinder mit einem bestimmten Radius (die maximale Entfernung des äußersten Kopf-Teils vom Nozzle) definiert wird und dass die Höhe der X-Achse (bei auf Null heruntergefahrenem Schlitten) eingetragen wird. Bei Slic3r (bzw. Prusaslicer) finden Sie dies im "Druckeinstellungen" (Print Settings)-Tab unter "Ausgabeoptionen" (Output Options). Dort aktiveren Sie den sequentiellen Druck über die "Kompatible Einzelobjekte"-Checkbox und tragen die Werte für Kopfradius und X-Achsen-Höhe ("Höhe" bzw. "Height") ein. Bei Cura aktivieren Sie sequentiellen Druck bei den Druckeinstellungen unter Sonderfunktionen/Druckreihenfolge/Nacheinander (englisch: Special Modes/Print Sequence/One at a Time) und Sie definieren die Kopf-Dimensionen und die X-Achsen Höhe (bei Cura "Brückenhöhe" genannt) bei den Geräteeinstellungen (Machine settings) im Drucker-Tab. Anders als Slic3r definiert Cura den Kopf nicht als Zylinder, sondern etwas präziser als Rechteck, das auch noch unterschiedlich dimensioniert in jede Richtung sein kann (wie es Druckköpfe in der Regel auch sind). Dabei ist X min der Sicherheitsabstand links vom Nozzle, X max rechts, Y min ist vorne und Y max hinter dem Kopf.
Nur Slic3r berücksichtigt bei der automatichen Arrangierung den definierten Kopf-Sicherheitsabstand und platziert die Objekte entsprechend weit auseinander. Cura unterstützt dies nicht und gibt lediglich beim Slicen eine Fehlermeldung aus, wenn die Objekte zu nahe beieinander stehen.
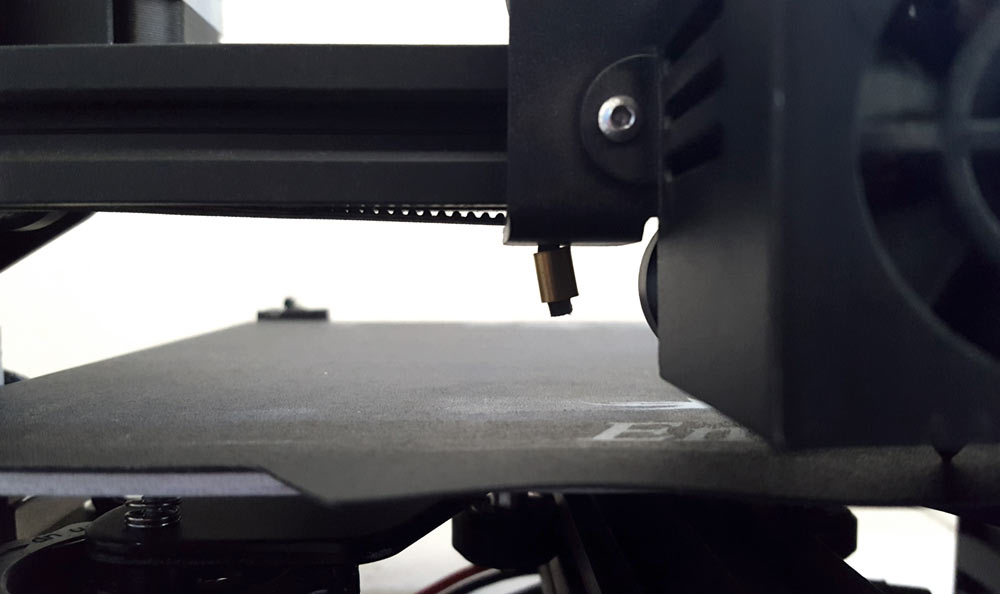
Wenn Sie die Kopfgröße und X-Achsen-Höhe Ihres Druckers nicht wissen, dann messen Sie sie aus. Doch Vorsicht, bitte genau hinschauen: Manche Drucker haben am Kopf oder an der X-Achse noch herausstehende Teile, die berücksichtigt werden müssen, Z.B. verringern die unten herausstehende Zahnriemen-Manschette und die X-Achsen-Führungs-Abschrägung an einem Ender 3 Pro sowohl die X-Achsen-Höhe wie auch den Extruder-Radius fürs automatische Arrangement. Hier muss man sich entscheiden, ob man die Zahnriemen-Manschette zum Kopf-Zylinder-Radius hinzurechnet oder von der X-Achsen-Höhe abzieht.
Für sequentiellen Druck sehr ungünstige Manschette am Zahnriemen eines Ender 3 ProAbschrägung rechts an der X-Achse eines Ender 3 Pro
Automatische Platzierung und Druckreihenfolge
Der Slicer kann eigentlich nur Objekte automatisch platzieren, die bei Z=0 unter der X-Achse hindurch passen, d.h. wenn ihre X-Achse beispielsweise 25mm über dem Bett ist, können die druckbaren Objekte für automatisches Arrangement maximal auch 25mm hoch sein. Durch manuelle Planung und Arrangierung können Sie jedoch auch viel höhere Objekte sequentiell drucken - und die Druckobjekte auch dichter arrangieren!
Dazu muss man wissen, dass in Slic3r die Druckreihenfolge der Objekte der Reihenfolge der Objektliste im Slicer entspricht, d.h. das oberste Objekt in der Liste wird zuerst gedruckt, danach das zweite und so weiter. Bei Klick auf den Button für automatische Anordnung beginnt der Slic3r mit dem ersten Objekt im Druckbett-Zentrum und ordnet die folgenden Objekte dann spiralförmig um das Bett-Zentrum an. Das ist für sequentiellen Druck allerdings total unsinnig, weswegen man hier eigentlich besser auf manuelles Arrangieren setzen sollte, indem man einfach die Objekte in der Reihenfolge der Liste entsprechend neu arrangiert (geht leider nur bei getrennten Einzelobjekten, nicht bei Instanzen desselben Objekts!).
Wenn man z.B. in einem kartesischen Mendel-Drucker die Objekte von vorne nach hinten anordnet, wird die hinter dem Kopf sitzende X-Achse nicht mit schon gedruckten Objekten davor kollidieren (Vorsicht jedoch, wenn ihr Drucker beim Pausieren nach vorne fährt!). Damit Slic3r oder Cura aufhören, Fehlermeldungen über Kollisionen zu liefern, müssen Sie dafür zuallererst jedoch die X-Achsen-Höhe größer als die Höhe des höchsten Objekts festlegen. Sobald man das manuell geändert hat, muss man jedoch höllisch aufpassen bei der Planung, da der Slicer X-Achsen-Kollisionen nun nicht mehr automatisch erkennt. D.h. wenn man zwei Objekte, die höher als der Platz unter der X-Achse sind, nebeneinander drucken will, kommt es sehr wahrscheinlich schon zu Kollisionen mit der X-Achse! Nicht jedoch, wenn das erste Objekt noch unter die X-Achse passt (diese Objekte sollte man immer als erstes drucken, da sie die darauffolgenden X/Y-Kopfbewegungen am wenigsten bis gar nicht einschränken!).
Grundsätzlich ist es eine gute Idee, unterschiedliche Objekte beim sequentiellen Druck sortiert nach Höhe zu drucken, so dass man mit den kleinsten und flachsten Objekten anfängt und mit den höchsten und größten Teilen aufhört. Denn nicht nur das Risiko einer Kollision nimmt mit zunehmender Objektgröße zu, auch das Gewicht auf dem Druckbett wird mehr, was irgendwann zu Ungenauigkeiten und/oder heißen Motoren führen kann.
Wenn sie ein extrem hohes Objekt mit kleiner Auflagefläche zuerst drucken, besteht obendrein die Gefahr, dass sich dieses durch die Bett-Beweungen beim Druck späterer Objekte irgendwann vom Druckbett löst und umfällt - wenn es dumm läuft auf die X-Achse, was dann den Kopf verklemmen lassen und den Druck ruinieren könnte!
Bei Cura ist die Druckreihenfolge etwas schwerer zu ermitteln und effektiv "Trial & Error": Nach Klick auf "Slice" sieht man erst in der Vorschau (Preview) die konkrete Druck-Reihenfolge der Objekte (dazu einfach den vertikalen Schichten-Slider verschieben). Dann muss man zurückgehen in die "Vorbereiten"(Prepare)-Ansicht und die Druckobjekte entsprechend vertauschen und herumschieben, um die gewünschte Druckreihenfolge zu erreichen.
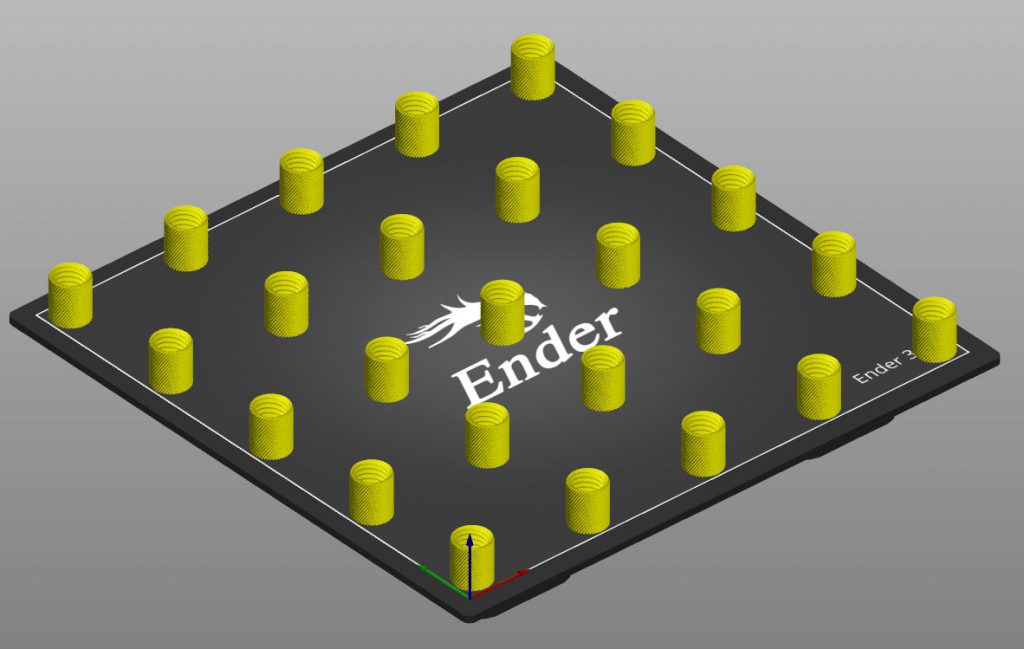
Automatisch arrangierte sequentielle Druck-Platte im Prusaslicer
Regeln für manuelles sequentielles Arrangieren
Je nachdem wie ihr Kopf aufgebaut ist (zumeist 'verjüngt' sich ein Kopf nach unten hin), gilt die Faustregel: Je niedriger die Objekte, umso dichter kann man diese im sequentiellen Druck platzieren. Wenn das Objekt z.B. niedriger als der herausstehende Lüfter am Extruder ist und deshalb niemals mit diesem kollidieren kann, kann man die Objekte auch entsprechend enger platzieren, weil man dann z.B. nur noch auf den Alublock und den Objektlüfter unten achten muss.
Sehr flache Objekte, die sogar unter den Alublock passen (d.h. nur wenige Millimeter hoch), lassen sich sogar extrem dicht nur wenige Millimeter voneinander entfernt platzieren, hier ist nur die Größe des Nozzles selbst das Limit. Protipp: Wenn Sie unter dem Alublock sequentiell drucken,
ist eine "Silikonsocke" für den Alublock schwer empfehlenswert - selbst
wenn diese die Druckhöhe weiter einschränkt. Denn diese schutzt nicht
nur den Alublock vor Filamentverschmutzung, sondern schirmt auch dessen
Hitze sehr effektiv ab, so dass diese nicht bzw. weniger auf die schon
gedruckten Objekte darunter abstrahlt und diese weich macht oder gar
schmilzt. Achten Sie beim sequentiellen Druck sehr flacher Objekte, die unter den Alu-Block passen auf jeden Fall darauf, dass "Z-Hop" aktiviert ist, d-h. dass der Slicer bei Leerbewegungen den Kopf vorher anhebt und danach wieder absenkt. Dies verringert das Risiko erheblich, dass der Alublock bei Leerbewegungen an der Kante eines Druckobjekts hängenbleibt und es so vom Druckbett löst.
Bitte achten Sie unbedingt auch auf andere Kopf-Teile, die nah am Druckbett sind, z.B. die Düse des Objektlüfters oder Abstands/Nivellierungs-Sonden wie etwa BLTouch, 3D Touch oder die PINDA-Sonde eines Prusa i3 MK3.
Die Position solcher herausstehenden Teile bestimmt die Druckreihenfolge, d.h. wenn die Sonde rechts hinter dem Nozzle sitzt, dann sollten die Objekte von vorne nach hinten und von links nach rechts arrangiert und gedruckt werden, um Kollisionen mit der Sonde zu vermeiden. Ob Sie dies dann spalten-, reihenweise oder gar diagonal tun, ist Ihnen überlassen, solange die beiden Druckrichtungen eingehalten werden. Denn diese Druckrichtungen garantieren, dass hinten rechts vom Nozzle, wo die Sonde sitzt, niemals ein schon gedrucktes Objekt sein wird, mit dem die Sonde beim Herunterfahren des Kopfes für ein neues Objekt kollidieren könnte.
Um Objekte im sequentiellen Druck beliebig nahe platzieren zu können ohne Fehlermeldungen, müssen Sie den Radius des Kopfes zuerst auf ein Minimum (z.B. 1mm) reduzieren und den X-Achsen-Wert sehr groß einstellen. Sie sind dann jedoch völlig auf sich gestellt bei der Druckplanung, der Slicer wird sie vor möglichen Kollisionen nicht mehr warnen.
Es ist empfehlenswert, Test-Drucke mit wenigen (und nicht sehr soliden!) schnell gedruckten Objekten zu machen, die man live mit dem Finger auf dem Aus/Reset-Knopf beobachtet (Um vor bösen Kollisionen den Notfallschalter zu drücken, z.B. wenn der Kopf von oben einen schon fertigen Druck ins Druckbett quetscht, was durchaus physikalischen Schaden zur Folge haben kann!), um die maximale Packdichte im sequentiellen Druck für bestimmte Objekte zu ermitteln. Ideal eignen sich zum Testen 100% hohl geslicte Objekte mit maximal zwei Bodenschichten, null Oberschichten und einer Außenschicht, denn diese drucken nicht nur besonders schnell, auch das Risiko, dass bei einer versehentlichen Kollision etwas am Drucker kaputt geht, ist bei so fragilen, oben offenen Druckobjekten stark reduziert. Wenn es mit diesen dünnwandigen Test-Varianten keine Kollisionen gibt, kann man die Druckparameter dann auf die gewünschten finalen einstellen und den endgültigen Gcode erzeugen.
Der minimal mögliche Abstand hängt auch sehr stark von der Objektgeometrie und Druckreihenfolge ab. Wenn vier oder sechs Objekte in einem bestimmten Arrangement ohne Kollision funktionieren, kann man zumeist das gesamte Druckbett in diesem Layout vollpacken.
Lediglich die X-Achse muss beachtet werden, hat diese z.B. eine Abschrägung an der Seite wie die oben gezeigte beim Ender 3 Pro, dann gibt es ganz rechts am Bett durchaus eine Kollisionsgefähr, die beim Rest des Bettes nicht gegeben ist.
All der Aufwand für den optimalen sequentiellen Druck lohnt sich jedoch nur für Druckjobs, die man immer wieder oder sehr oft (Kleinserienproduktion) laufen lässt - oder für mehrere Objekte im Vasenmodus, die prinzipbedingt (da diese in einer kontinuierlichen Extrusion ohne Absetzen gedruckt werden) nur sequentiell in einem Druckjob druckbar sind.
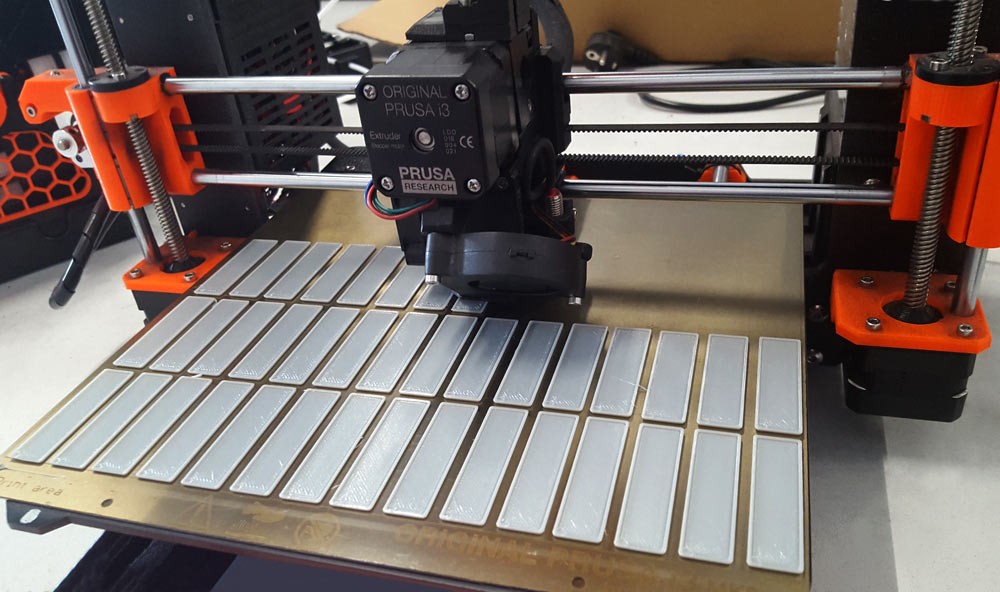
Hochoptimierter sequentieller 3D-Druck sehr flacher Objekte auf Prusa i3 MK3
Fazit
Die Unterstützung der Slicer für sequentiellen Druck lässt (noch) stark zu wünschen übrig, man muss hier viel von Hand planen, arrangieren, beobachten und ausprobieren für die optimale Nutzung. Theoretisch könnte der Slicer hier viel mehr helfen, wenn man Ihm die exakten Drucker-Dimensionen von Kopf, Achse etc. beibringen könnte.
Auch ein gemischter parallel/sequentiell Druck wäre theoretisch möglich, in dem der Slicer immer einzelne Abschnitte der Objekte sequentiell druckt, die in der Höhe gerade noch unter der X-Achse hindurchpassen. Dies würde das Risiko von Kollisionen mit der X-Achse völlig eliminieren und ausschließlich auf den Kopf reduzieren. Besitzer eines nicht-kartesischen Druckers, der kein Mendel-Layout hat, gucken in Sachen Slicer-Unterstützung für sequentiellen Druck sogar vollkommen in die Röhre und müssen alle Kollisionen rein von Hand vermeiden.
Trotzdem hat der sequentielle Druck trotz aller Kollisionsrisiken einige sehr attraktive Vorteile zu bieten und sollte insbesondere in der Kleinserienproduktion unbedingt in Erwägung gezogen werden.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.