Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
PET steht für Polyethylenterephthalat, einem zu den Polyestern gehörenden Polymer. Es handelt sich um einen thermoplastischen Kunststoff, aus dem z.B. die meisten Plastikflaschen gefertigt werden. Auch bei Plastikverpackungen und synthetischen Fasern (Polyester) ist PET sehr weit verbreitet. Deshalb ist es auch günstig in der Anschaffung. Er wird für den 3D-Druck oft mit Gylkol modifiziert, dadurch eignet er sich dafür hervorragend. Um die Glykol-Modifizierung deutlich zu machen, wird es manchmal auch PET-G, geschrieben. Für den 3D-Druck bietet PETG zahlreiche Vorteile, aber auch Nachteile.
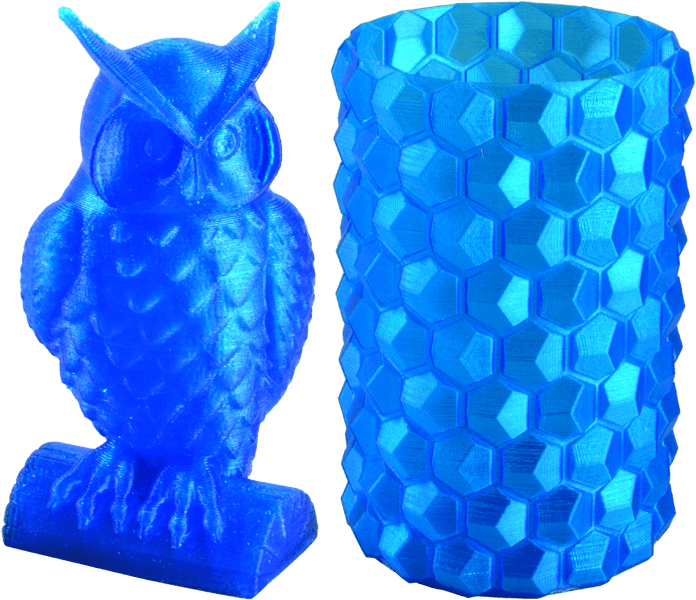
Beispieldrucke in PETG - links solide und rechts im Vasen-Modus
Zäh, wetterfest und gutmütig: Die Eigenschaften von PETG
Das beigemengte Glykol sorgt für eine niedrigere Drucktemperatur und für eine Senkung der Kristallisation. Es verbessert damit die Druckeigenschaften von PET erheblich. Beispielsweise das Lösen von der Druckplatte fällt einfacher. Nachdem das Druckobjekt ausgekühlt ist, löst es sich von alleine. Zudem hat Glykol niederviskose Eigenschaften. Die Viskosität ist die Kennzahl für die Dickflüssigkeit. Hochviskos bedeutet praktisch nicht flüssig. Niedrigviskos ist hingegen ein Kennzeichen für einen "flüssigen" Stoff. PETG genügt dieser Anforderung. Dadurch läuft der Druckprozess insgesamt schneller ab und gelingt einfacher. Druckgeschwindigkeiten von bis zu 100 mm/s lassen sich so erreichen.
PETG als Filament ist aber zugleich zäh, elastisch, extrem bruchfest und doch transparent. Es handelt sich so insgesamt um einen zuverlässigen und gutmütigen thermoplatistischen Kunststoff. Er ist außerdem witterungsbeständig, was weder für PLA noch ABS gilt. Somit eignet es sich somit auch für den Außeneinsatz. Durch den einfachen Umgang ist PETG überdies für Einsteiger gut geeignet. Schulen oder Universitäten, die mit 3D-Druck experimentieren möchten, treffen mit PETG-Filament eine gute Wahl. Man druckt es in der Regel bei 200-260°C, je nach Herstellerempfehlung.
Ein PETG Filament hat eine hohe Layer-Haftung. Es sorgt auf diese Weise für ein gutes optisches Druckergebnis. Es gibt praktisch kein Warping. Dies bedeutet, dass sich das Druckerzeugnis nicht aufwölbt oder verzieht wegen Schrumpfung beim Abkühlen. Damit haben viele Teile zu kämpfen, die aus ABS-, Nylon- oder HIPS-Filament gedruckt werden. Beim Abkühlen schrumpft das Material eines PETG-gedruckten Teiles nur um ca. 0.5%, es verspannt sich auf diese Weise kaum. Dies ist einerseits vorteilhaft, wenn es darum geht, das Teil aus dem Druckbett zu lösen. Anderseits fällt dadurch aber auch eine etwaige Weiterbearbeitung leichter. Es lässt sich beispielsweise hervorragend schleifen. Polyethylenterephthalat ist auch resistent gegen die meisten Chemikalien und Lösungsmittel.
Insgesamt kombiniert PETG die Stärken von ABS und PLA: Es ist ebenso einfach wie ein PLA Filament zu drucken und schrumpft genauso wenig. Zugleich ist es ähnlich bruchfest, temperaturbeständig und haltbar wie ABS. Je nach Glykol ist es hierbei sogar überlegen. Wie ABS und PLA ist es resistent gegen die meisten Lösungsmittel, Alkohole, Öle und sogar viele Säuren. Anders als einfaches PET wird die Glykol-modifizierte Variante zudem nicht trüb und spröde. In einer sauberen Umgebung kann ein entsprechendes Druckobjekt sogar sterilisiert werden, um es beispielsweise in der Medizintechnik einzusetzen. PETG-Drucke sind chemikalienbeständig und nur ausgesprochen schwer entflammbar (Stufe: B1).
Ein weiterer Vorteil: Ein Drucken von einem PETG Filament ist -je nach PETG-Variante- auch ohne ein beheiztes Druckbett möglich. Der Grund ist, dass thermischen Eigenschaften des Kunststoffes so gut sind. PETG kann allerdings auch mit beheiztem Bett gedruckt werden. Die Temperatur sollte dabei um den PETG-Weichpunkt liegen (ca. 80-90°C). Dies bedeutet ein Alleinstellungsmerkmal für den Kunststoff. Zudem kann er aufgrund seiner erläuterten positiven Eigenschaften recycelt werden. In dieser Hinsicht steht ein Filament beispielsweise einer PET Trinkflasche in nichts nach. Ein entsprechendes Filament ist also auch umweltfreundlich.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.