Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Überhänge und Brücken sind die Dinge im 3D-Druck, die den Unterschied zwischen einem guten und einem schlechten Druck ausmachen können. Mit den richtigen Einstellungen können Sie ihre Überhänge und Brücken schöner machen.
Überhänge
Um Überhänge sauberer zu drucken, gibt es mehrere Parameter, an denen man spielen kann. Was nur wenige Anwender auf dem Radar haben ist z.B. der Faktor Schichtdicke: Je dünner die Schichten sind, umso sauberer werden die Überhänge - und umso extremer wird der Winkel, den der Drucker noch ohne „hängende Schleifen“ hinbekommt. Der Grund: Da das gedruckte Filament effektiv eine (leicht gequetschte) runde Wurst ist, können mehrere kleine Würste eine Schräge natürlich besser und sauberer abbilden als wenige große Würste (siehe Bild oben).
Auf die richtige Temperatur achten
Ein weiterer Faktor ist die Temperatur. Bei zu hoher Temperatur fängt das Filament bei extremen Winkeln leichter zu hängen an, bei zu niedriger Temperatur besteht die Gefahr, dass sich das Filament nicht sauber mit der darunterliegenden Schicht verbindet. Grundsätzlich sollte man für schöne Überhänge und Brücken jedoch versuchen, so „kalt“ wie möglich zu drucken. Denn je heißer das Filament ist, umso flüssiger ist es und umso leichter fängt es an, herunterzuhängen. Das Problem dabei ist, dass das Überhangs-Verhalten extrem vom verwendeten Material abhängt. Und dabei meinen wir nicht nur völlig unterschiedliche Materialien (PLA, ABS, PET, TPE, Nylon usw), sondern sogar dieselben Materialien von unterschiedlichen Herstellern. Denn diese können in der chemischen Zusammensetzung stark variieren. Unser Tip: Es gibt „Temperatur-Türme“, die das Druckverhalten von Filamenten bei Überhängen und Brücken bei diversen Temperaturen testen. Qualitäts-Fetischisten testen dies mit jedem Filament eines neuen Herstellers bzw. Materials, um die dafür idealen Einstellungen zu finden.
Richtig lüften hilft
Der dritte Faktor ist die Lüftung: Bläst der Lüfter gegen das gerade extrudierte Filament, kühlt es schneller ab. Somit hat es weniger Zeit „herunterzutropfen“ und erstarrt mehr oder weniger in der Luft. Deshalb sollte man den Objektlüfter - sofern möglich bzw. vorhanden - bei Überhängen (und Brücken) aufs Maximum für das jeweilige Material hochfahren. Achten Sie auch darauf, dass der Überhang im Luftstrom ihres Objektlüfters liegt, dadurch ist eine ideale Kühlung gewährleistet. Eine simple Drehung des Objekts kann hier schon Wunder wirken, denn ein Überhang, der vom Lüfter direkt angeblasen wird, wird immer sauberer drucken als einer, der im "Windschatten" an der gegenüberliegenden Seite des Lüfters liegt.
Druckgeschwindigkeit ist relevant
Auch die Geschwindigkeit spielt eine Rolle – hier lassen sich jedoch keine allgemeingültigen Aussagen treffen. Manche Filamente liefern bessere Ergebnisse mit langsamerem Druck bei Überhängen, andere bevorzugen den schnelleren Druck. Wenn Sie experimentieren wollen, ist die Geschwindigkeit allerdings auch ein Faktor, mit dem Sie spielen sollten. Selbst wenn die Slicer zumeist keinen eigenen Geschwindigkeits-Wert für Überhänge bieten (Ein „Cheat“ hierfür ist bei Slic3r jedoch die Option „Detect bridging perimeters“, mehr dazu weiter unten im Abschitt über Brücken!).
Faktor Extrusions- bzw. Düsenbreite
Eine größere Extrusionsbreite, v.a. durch eine größere Düse, hilft ebenfalls bei besonders extremen Überhängen. Je breiter Die herausgedrückte „Wurst“ ist, umso mehr Verschiebung sind auf der nächsthöheren Schicht möglich, da die Auflagefläche größer ist. Ein Beispiel: 50% Auflagefläche bei 0,5mm Extrusionsbreite resultieren bei gleicher Schichtdicke in einem deutlich flacheren Winkel als 50% Auflagefläche bei 0,4mm Extrusionsbreite.
Warum Düsengröße eine Rolle spielt: Je größer die Düse (und damit die Extrusionsbreite), umso mehr Auflagefläche gibt es bei Überhängen
Die Druckreihenfolge muss passen
Die Außenschichten sollten grundsätzlich von innen nach außen gedruckt werden (mit einer langsamer gedruckten äußersten Schicht). Aber gerade bei Überhängen ist dies besonders wichtig, da die äußerste, kritische Außenschicht dann nicht nur an der Schicht darunter, sondern auch an den inneren Schichten daneben haften kann.
Auch Filamentqualität ist wichtig
Natürlich kommt es wie schon erwähnt auch auf das Filament selbst an. Manche Materialien und Marken kommen mit Überhängen besser klar als andere. PLA ist bekannt als hochpräzises Druckmaterial und kann folglich auch bei Überhängen brillieren. ABS oder HIPS hingegen produzieren im selben Drucker bei derselben Schichtdicke schon bei geringeren Winkeln hässliche Überhänge und hängende Schleifen.
Was tun, wenn sich der Überhang nach oben wölbt
Manche Filamente haben leider die Tendenz, sich bei Überhängen (insbesondere extremen Winkeln) während des Drucks nach oben zu wölben. Ein solches Ereignis verschlechtert leider immer die Druckqualität. Dies gilt sogar dann, wenn der Kopf nur von innen gegen die hochgewölbte Stelle drückt (und den Druck damit wieder in die richtige Höhe herunterdrückt!). Der absolute Qualitätstod ist es jedoch, wenn der Kopf von außen auf das hochgewölbte Filament fährt. Je nach Härte des Filaments hört man dies dann sogar auch deutlich. Im schlimmsten Fall löst sich gleich das ganze Druckobjekt vom Bett und der Druck ist ruiniert. Im besten Fall wird der Überhang „nur“ sehr hässlich und/oder hat Löcher an den Stellen, wo der Kopf in ihn gefahren ist.
Slicer-Maßnahmen gegen die Kopf-Kollission
Entgegenwirken kann man diesem Super-GAU z.B. mittels der Funktion „Z-Hop“. Bei dieser wird der Kopf bei allen Leerbewegungen erst etwas angehoben und vor der nächsten Extrusion wieder abgesenkt. Im Idealfall schwebt der Kopf dann bei der Leerbewegung über den hochgewölbten Überhäng hinweg. Bei Slic3r finden sie diese Option bei den Druckereinstellungen als „Lift Z“. Ein Wert von 0,3 bis 0,8 (mm) ist hier – je nach Druck empfehlenswert. Z-Hop verlängert die Druckzeit etwas, Aber je nach eingestelltem Wert hält sich dies in Grenzen, da es bei den meisten Objekten eher wenig Leerbewegungen gibt.
Ein weiteres Feature, das hier sehr helfen kann, ist das Feature „avoid crossing perimeters“, das sich z.B, bei Slic3r in den Druckeinstellungen bei „Layers and perimeters“ findet. Hierdurch versucht der Slicer, bei Leerbewegungen nach Möglichkeit nicht direkt durch die Außenschichten zu fahren. Das ist sehr von Vorteil, wenn sich diese nach oben wölben. Der Slicer versucht stattdessen, einen Weg um die Außenschichten herum zu finden. Auch das verlängert die Druckzeit etwas. Aber auch hier hält sich der zusätzliche Zeitbedarf bei den meisten Druckobjekten in Grenzen.
Besser: Wölbungen verhindern durch Slicer-Einstellungen
Sinnvoller als die hochgewölbten Überhänge zu umschiffen ist es jedoch, lieber die Slicer-Einstellungen so zu ändern, dass sich erst gar nichts nach oben wölbt. Denn wölbende Überhänge werden selbst bei erfolgreichem Druckprozess am Ende immer hässlich aussehen. Das können Sie durch Änderung der Slicer-Einstellungen an vier Stellen erreichen:
Erstens können Sie die innere Dichte und damit Stabilität des Objekts erhöhen, entweder durch mehr Infill und/oder mehr Außenschichten (d.h. dickere Wände). Denn: Je dichter das Objekt, umso geringer die Gefahr einer Wölbung. Auch das Muster des Infills kann möglicherweise eine Rolle spielen, denn z.B. das "gyroid"-Muster ist stabiler als "rectlinear" bei gleicher Prozent-Einstellung.
Die zweite für Wölbungen relevante Option ist die Objekt-Lüftergeschwindigkeit: Je schneller das Material abkühlt und hart wird, umso geringer ist die Gefahr, dass es sich nach oben wölbt. Das heisst: Lüfter aufs mögliche Maximum hochfahren bei Überhängen! Respektieren Sie dabei aber die Anforderungen des Materials. Bei ABS sollten sie den Lüfter z.B. nie auf 100% laufen lassen, da dies schnell Risse im Objekt wegen Schrumpfung bei Abkühlung verursacht. Hier sind maximal 50% angeraten, und das auch nur bei Brücken und Überhängen.
Drittens können Sie den Slicer Stützstrukturen unter dem Überhang generieren lassen, an welchen dieser von außen fixiert wird bzw. haftet, so dass sich der Überhang nicht nach oben wölben kann. Eventuell sind die Stützstrukturen zu weit weg, so dass der Überhang gar keine Verbindung dazu hat und sich trotzdem nach oben wölbt. In einem solchen Fall reduzieren Sie den Wert "Contact Z Distance" und/oder "XY separation between an object and its support" unter "Support Material" bei "Print Settings" in Slic3r.
Viertens kann bei vielen Druckern, insbesondere denen mit simpler Lüfter-Düse mit einem Luftauslass-Schlitz, eine einfache Rotation des Druckobjekts im Slicer Wunder bewirken. Denn die Kühlung funktioniert immer deutlich effektiver, wenn der zu kühlende Teil (Überhang oder Brücke) direkt vom Lüfter angeblasen wird - und am schlechtesten, wenn sie in der vom Lüfter abgewandten Seite im Windschatten liegt!
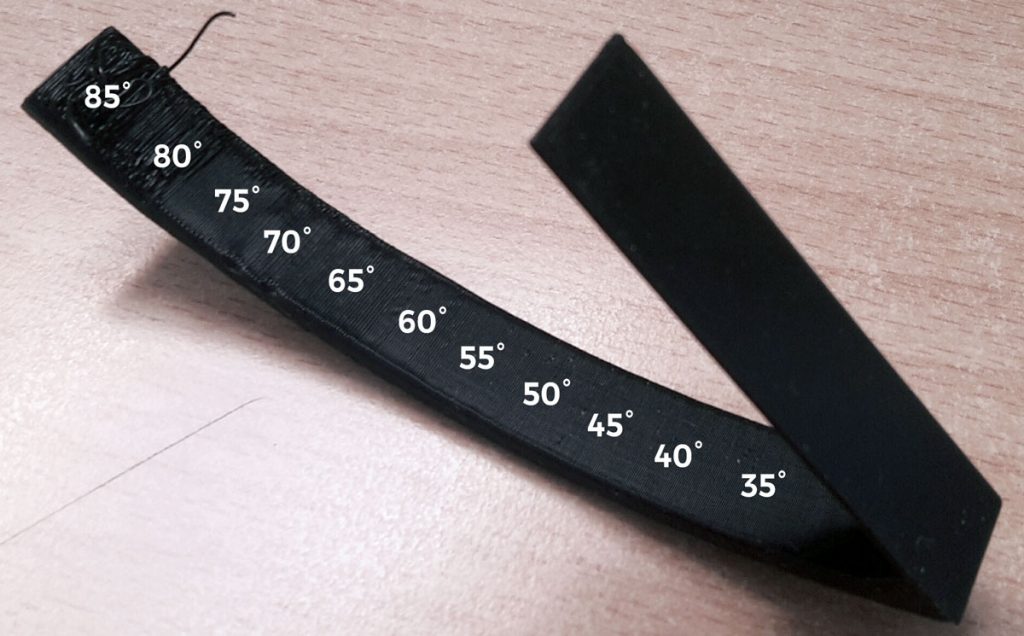
Überhang-Test (linear) von unten (0.15mm Schichten, Prusa i3 MK3, PLA): Ab 65° wird's langsam hässlich, aber erst ab 80° fangen die Schleifen zu hängen an
Welche Winkel sind druckbar?
Grundsätzlich werden bei zunehmendem Winkel die Überhänge erst hässlich und unsauber, bevor die Schleifen zu hängen beginnen. Überhänge bis 45 Grad schafft eigentlich jeder 3D-Drucker sauber. Überhänge bis 70 Grad (immer zur Vertikalen gemessen) sind mit den richtigen Einstellungen und dem richtigen Filament im richtigen Drucker jedoch durchaus auch noch relativ sauber druckbar. Wobei es dabei auch stark auf die Form des Überhangs ankommt: Konkave oder lineare Überhänge drucken beispielsweise immer sauberer als konvexe (siehe Bild, Testobjekt hier). Auch die Größe des Druckobjekts spielt eine Rolle. Bei einem massiven, großen Objekt sind extremere Winkel druckbar als bei feinen Strukturen wie etwa schrägen Verstrebungen (z.B. Eiffelturm). Es gibt zahlreiche Überhang-Testobjekte, mit denen Sie ermitteln können, welche Winkel Ihr Drucker mit welchen Einstellungen und welchem Filament noch schafft.
Natürlich können Sie Überhänge auch mit Stützstrukturen darunter drucken. Die Qualität wird dabei allerdings nur an den extremen Winkeln wirklich besser. Gemeint sind Stellen, bei denen die Schleifen ohne Stützmaterial zu hängen beginnen würden. D.h. Überhänge, die „nur“ unsauber aussehen, werden auch durch Stützmaterial nicht sauberer. Es besteht allerdings die Möglichkeit, sich die Überhänge später in der Nachbearbeitung mit dem Messer „sauber zu schnitzen“. Und das geht einfach besser, wenn etwas zusätzliches Stützmaterial darunter ist.
Überhang-Testobjekt mit konkaven und konvexen Überhängen
Brücken
Brücken sind ein Sonderfall, quasi ein 90-Grad-Überhang. Welcher allerdings nur dann funktioniert, wenn am anderen Ende auch etwas zum "Andocken" des Filaments da ist (Stellen Sie sich eine echte Brücke vor mit zwei Brückenköpfen). Gute 3D-Drucker können mit den richtigen Einstellungen und hochwertigem Filament 8 - 13cm überbrücken, ohne, dass das Filament zu hängen beginnt.
Brücken-Einstellungen im Slicer
Bei Slic3r kann man für schönere Brücken an folgenden Werten spielen: „Bridges Fan Speed“ bei „Cooling“ unter „Filament-Settings“ regelt die Lüftergeschwindigkeit bei Brücken (sollte für PLA z.B. auf 100% stehen, bei ABS auf 30%). „Bridge Flow Ratio“ (Flussrate) unter „Advanced“ bei „Print Settings“ (bzw. „Bridging Extrusion Multiplier“ bei Simpilfy3D) stellt eine andere Extrusionsrate für Brücken ein (sollte kleiner als 1 sein, damit möglichst wenig Filament extrudiert wird, 0.8 ist ein guter Wert). Bei „Bridges Speed“ unter „Speed“, ebenfalls bei „Print Settings“, stellen Sie die Geschwindigkeit ein, in der die Brücken drucken (z.B. 30-40mm/s für PLA). „Bridges Acceleration“ weiter unten regelt die Kopf-Beschleunigung bei Brücken.
Mit der Option „Don’t support Bridges“ unter „Support material“ können Sie verhindern, dass unter Brücken Supportmaterial gedruckt wird. Bei „Bridging Angle“ unter „Infill“ können Sie einen fixen Winkel einstellen, in welchem der Drucker das Infill-Muster der Brücken in X- und Y-Richtung druckt. Steht dort der Wert 0, versucht Slic3r selbst den besten Winkel für die jeweilige Brücke zu ermitteln. Diese Option heisst bei Simplify3D „Use fixed Bridging Angle“.
Bei „Detect bridging perimeters“ unter „Layers and perimeters“ handelt es sich hingegen um eine experimentelle, aber sehr nützliche Option. Sie verwendet für alle Außenschichten, die frei ohne etwas darunter schweben (also auch extreme Überhänge) die Brücken-Geschwindigkeit, -Lüftereinstellungen und -Extrusionsrate. Damit behandelt Slic3r die Außenschichten wie Infill, was ohne diese Option nicht der Fall ist. Denn selbst bei Brücken werden die Außenschichten in derselben Geschwindigkeit und Extrusionsbreite gedruckt wie beim Rest des Objekts. Bei Simplify3D heisst dieselbe Option „Apply Bridging to Perimeters“. Wichtig: Bei für Brücken problematischen Materialien wie ABS müssen Sie diese Option aktivieren!
Zu guter Letzt gilt für Brücken natürlich auch der oben erwähnte Tip für sauberere Überhänge, durch Rotation des Druckobjekts im Slicer, so dass die zu kühlende Brücke besser vom Lüfter gekühlt wird. Bläst der Lüfter beispielsweise in dieselbe Richtung, in der die Brücke verläuft, so wird die Unterseite kaum gekühlt, da der zu kühlende Teil auf der vom Lüfter abgewandten Seite liegt. Bläst der Lüfter hingegen seitlich auf die Brücke, ist die Kühlung wesentlich effizenter, und die Brücke wird weniger durchhängen.
Natürlich gibt es auch für Brücken diverse Testobjekte, mit denen Sie prüfen können, welche Entfernungen Ihr 3D-Drucker (mit welchen Einstellungen und welchem Filament) noch sauber überbrücken kann.
Die schönsten Überhänge und Brücken gibt’s mit löslichem Stützmaterial
Am saubersten drucken Überhänge und Brücken natürlich – wie alle Unterseiten – beim Druck auf löslichem Stützmaterial (PVA, TitanX oder BVOH bei PLA, HIPS bei ABS). Dies geht jedoch nur in Druckern, welche zwei unterschiedliche Filamente gleichzeitig verarbeiten können. Denn mit Stützmaterial darunter muss der Drucker nicht mehr gegen die Schwerkraft ankämpfen. Das bedeutet sämtliche oben genannten Faktoren (Schichtdicke, Lüftung, Düsengröße, Temperatur, Filamentqualität) spielen wenn überhaupt nur noch eine stark reduzierte Rolle.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.