Wir haben uns einen Anycubic Photon S zugelegt, um mit (M)SLA-Druck Erfahrung zu sammeln - nachdem wir jetzt auch
Druckwege- und Formfutura-Resins im Shop anbieten. Der Druck ist im Vergleich zu FDM-Druck schon eine arge Sauerei, denn man darf das ziemlich giftige Resin nicht berühren (sonst wird man dagegen allergisch), muss den Druck aber danach von Supports befreien, in Isopropyl-Alkohol waschen (am besten mit Ultraschall-Waschstation) und danach noch unter UV-Licht (gerne dafür genutzt: Günstige
UV-Nageltrockner aus der Kosmetikabteilung) aushärten. Um den Prozess zu vereinfachen, bieten einige Hersteller wie z.B. Formlabs, Anycubic oder Prusa sogenannte "Wash & Cure"-Stationen an, in die man das Objekt nach dem Druck auf der Buildplate hängt, um es abzuwaschen und unter UV-Licht nachzuhärten.
Darüberhinaus kämpft man bei diesen Druckern immer damit, dass sich das Objekt von der Buildplate löst und muss pro Resin, Schichtdicke und sogar Farbe die idealen Belichtungszeiten herausfinden. Auch das Präparieren für optimale Drucke mit Modell-Aushöhlen, Abflusslöchern und Baum-Supports (deren automatische Generierung in den SLA-Slicern meist eine Katastrophe ist!), ist viel Handarbeit. Der Slicer der Wahl für SLA-Druck ist zumeist das chinesische closed-source-Programm
Chitubox, das frei erhätlich ist.
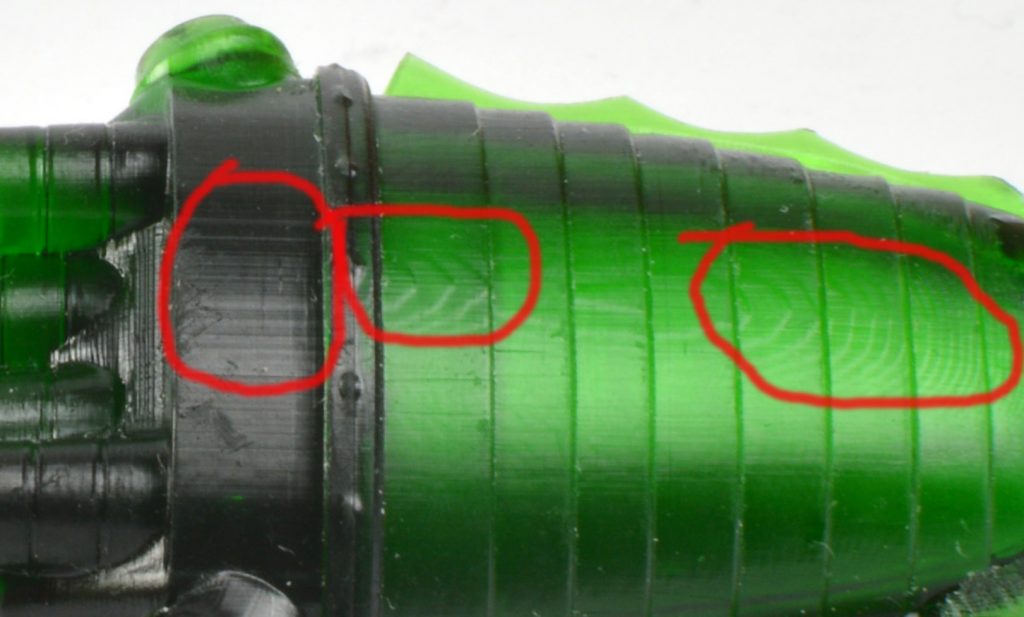
Dafür bekommt man am Ende aber auch eine Detailauflösung, Glattheit und Transparenz, die wirklich beispiellos ist und mit FDM einfach nicht erreicht wird - bei SLA-Druckern ist 0.2mm oder sogar 0.1mm Schichtdicke meist schon die
dickste mögliche Einstellung, und es ist bis zu 0.02mm oder bei einigen Geräten sogar 0.01mm Schichtdicke möglich. Und auch die Besonderheit von MSLA-Druckern, dass nur die maximale Z-Höhe die Druckzeit bestimmt, und es somit zeitlich keinen Unterschied macht, ob man das Druckbett vollpflastert oder nur ein Objekt druckt, ist sehr willkommen und neu für uns.
SLA und MSLA - Wo liegt der Unterschied?
SLA (Stereolithographie) ist die älteste 3D-Drucktechnik, die bereits Mitte der 80er Jahre von Chuck Hull (CTO bei 3D Systems) erfunden wurde. Sie arbeitet mit photosensitiven Harzen (Resins), die unter UV-Licht aushärten (auch bekannt als UV-Kleber, von Gel-Nagellack oder von Glas-Sprung-Reparaturkits!). Bis vor einigen Jahren arbeiteten diese Drucker exklusiv mit einem UV-Laser, der über ein Spiegel-Array abgelenkt die Schicht von unten im flüssigen Harz genauso nachzeichnet, wie ein FDM-Drucker mit flüssigem Filament von oben druckt, während das Druckobjekt auf der Build-Plattform Schicht für Schicht aus dem Harz gezogen wird.
Formlabs mit dem Form1, 2 und 3, Peopoly mit dem
Moai oder XYZprinting mit dem
Nobel sind hier bekannte Hersteller. Die Geräte müssen jedoch über eine ultrapräzise Lasersteuerung verfügen und waren entsprechend teuer, mehrere tausend Euro sind hier oftmals normal.
Vor einigen Jahren kam dann ein genialer Geist auf die Idee, das UV-Licht einer starken Lichtquelle mittels einem
DLP-Chip (einem von Texas Instruments erfundenen Mikrospiegel-Array, das primär in Projektoren zum Einsatz kommt) umzuleiten und so eine ganze Schicht auf einmal zu belichten, quasi ein Projektor, der mit UV-Licht das Bild einer ganzen Schicht projiziert und diese dabei aushärtet. Nun konnten SLA-Drucker erstmalig das komplette Druckbett verwenden, ohne dass dies die Druckzeit verlängerte. Sie waren überdies viel günstiger herzustellen und Tüftler bauten ihre eigenen Geräte aus alten Projektoren. Dies war der Beginn der sogenannten MSLA (Masked Stereolithography) Drucker in der DLP-Variante.
Wieder ein paar Jahre später kam dann jemand auf eine Idee, wie das ganze noch einfacher herzustellen war: Man nutzt als Lichtquelle einfach ein UV-LED-Array und zum Maskieren der Schichten ein LCD (Flüssigkristall-Display), die dank Smartphones und Tablets stark im Preis gefallen waren. Das LC-Display dunkelt die Pixel ab, die nicht belichtet werden sollen und lässt das UV-Licht an den Stellen durch, wo gedruckt wird. Dazu braucht es dann nur noch -wie zuvor- eine präzise Z-Achse, um das Objekt an einer Build-Plattform aus dem flüssigen Resin zu ziehen und einen Tank ("Vat") für das flüssige Resin mit einer extrem abweisenden
FEP-Schicht an der Unterseite direkt über dem Display. Dies ermöglichte erstmalig SLA Drucker (gerne auch einfach nur "LCD" genannt, um sie von Laser-SLA und DLP abzugrenzen) unter der 1000€ Marke, der oben erwähnte sehr populäre
Anycubic Photon ist z.B. bereits zwischen 200 und 400€ erhältlich. Aber es gibt auch den neuen sehr flotten (bis zu 6cm pro Stunde!) Anycubic Photon Mono (in einer
2k- und
4k-Display Variante), den
Wanhao Duplicator D7, den
Qidi Tech Shadow, den
WOW Sparkmaker, den
Creality3D LD-002R, den
Epax X1, den
Longer Orange 30, den
Monoprice MP Mini SLA, den
Anet N4 oder den
Elegoo Mars und
Saturn. Selbst der FDM-Druckerpionier Prusa stellte letztes Jahr mit dem
SL1 seinen ersten MSLA-Drucker vor, der allerdings über der 1000€-Marke liegt. Auch der
Zortrax Inkspire oder der
Phrozen Shuffle 4k spielen ebenfalls in der etwas höherpreisigen LCD-Liga jenseits der 1000€.
SLA-Schwergewicht Formlabs sieht die ursprüngliche Laser-Spiegeltechnik nach wie vor als überlegen an, und da eine Pixel-Variante nie so präzise sein kann wie echte Vektoren haben Sie da auch durchaus recht - ähnlich wie ein Plotter auch sauberere Linien zeichnet als ein normaler 2D-Drucker oder ein Vektor-Oszilloskop präzisere Kurven zeichnet als ein Display-Oszilloskop. Aber der deutlich günstigere Preis wie auch die Möglichkeit, das gesamte Druckbett vollzumachen, ohne, dass dies die Druckzeit verlängert (was bei der Spiegeltechnik nicht geht, da der Laser weiterhin alles was gedruckt wird nachzeichnen muss, so dass ein volleres Druckbett auch entsprechend längere Druckzeit bedeutet) führten dazu, dass MSLA-Drucker sich dennoch sehr gut verkaufen und nun auch das Resin sehr erschwinglich geworden und von viel mehr Herstellern erhältlich ist. So kostete ein halber Liter Harz vor ein paar Jahren noch deutlich über 100€, heute sind eher Preise um die 40€ die Norm - selbst für Qualitäts-Markenware wie z.B. von Formfutura oder Druckwege.
Resin-Drucker genießen dank ihrer Präzision und jetzt auch dem erschwinglichen Preis insbesondere für den Figurendruck große Beliebtheit. Gerne werden diese Figuren dann von Hand angemalt, denn ein mehrfarbiger Druck wie beispielsweise bei FDM- oder HPs Gel-Jet-Verfahren, ist mit der Harz-Technik nicht möglich. Aber auch in der Zahntechnik und zur Schmuckherstellung sind (M)SLA-Drucker quasi Standard, hier werden für Ton-Gussformen für flüssiges Metall spezielle Resins verwendet, die rückstandsfrei ausbrennen. Sie werden auch gerne für Rapid Prototyping oder dank der höheren Geschwindigkeit des MSLA-Drucks zur Kleinserienproduktion genutzt.
Das Eigenschafts-Spektrum bei Resins ist noch nicht ganz so umfangreich wie bei den Filamenten, wo es unendlich viele Materialien für alle Einsatzzwecke mit allen denkbaren Eigenschaften gibt, aber es gibt schon deutlich mehr Auswahl als vor dem MSLA-"Comeback". So gibt es jetzt etwa temperaturstabile und bruchfeste Resins, die ABS ähneln oder Resins für flexiblen Druck, die TPE-Flex-Filamenten entsprechen. Auch Resins, die mit Wasser statt Alkohol abwaschbar sind sind erhältlich, ebenso wie besonders harte Resins, die Polycarbonat oder PMMA ähneln.