Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Die richtige Drucktemperatur für ein Filament finden ist kein leichter Prozess, aber einer, der sich lohnt, denn er kann den Unterschied zwischen hübschem und perfektem Druck sowie brüchigem und stabilem Druck bedeuten. Zusätzlich geht bei der richtigen Temperatur der Druck reibungsloser und mit weniger Verstopfungen vonstatten. Wir erklären Ihnen im Folgenden, worauf Sie achten sollten, welche Auswirkungen zu hohe oder zu niedrige Temperatur hat. Auch wie Druckgeschwindigkeit, Hotend und Drucker mit der Temperatur zusammenhängt werden wir behandeln. Denn: Nur weil Filament am Hotend extrudiert, heisst das noch lange nicht, dass die Temperatur ideal ist. Die Hersteller geben in der Regel einen Temperatur-Bereich an, in dem das Filament druckbar ist. Doch je nach Drucker, Material Druckgeschwindigkeit und Druckobjekt kann die ideale Drucktemperatur eher am oberen oder am unteren Ende dieses Bereichs liegen - manchmal sogar außerhalb.
Grundsätzliches
Steigende Temperatur heisst, dass das Filament immer flüssiger wird. Irgendwann ist die maximale Viskosität jedoch erreicht, und das Filament fängt an zu verbrennen (Carbonisierung wie in der angebrannten Pfanne, d.h. keine offene Flamme). Z.B. bei dem wasserlöslichen Stützmaterial Polyvinylalkohol (PVA) passiert dies -je nach Variante- häufig recht schnell jenseits von 200 Grad. Niedrige Temperatur heisst hingegen, dass das Filament immer zähflüssiger wird, bis es irgendwann die Spitze verstopft. Oder es passiert, dass der Extruder-Motor zum Extrudieren so feste drücken muss, dass sich das Zahnrad ins Filament gräbt und dieses abschabt.
Verhalten bei zu hoher Temperatur
Die Temperatur hat jedoch auch massive Auswirkungen auf den Druckprozess selbst. Zu hohe Temperatur zeigt sich üblicherweise dadurch, dass das Filament schon fast aus dem Hotend heraustropft. Folglich bleiben bei Reisebewegungen und Retraktion unschöne Blob-Artefakte auf dem Druck zurück. Auch die "Spinnweben" bzw. "Strings" am Druckobjekt nehmen stark zu.
Hierbei spielt jedoch auch die Druckgeschwindigkeit eine Rolle. Denn je schneller der Drucker arbeitet und je mehr Filament er in derselben Zeit durchs Hotend schieben muss, umso schneller muss dieses Filament auch schmelzen. Deshalb muss die Hotend-Temperatur bei schnellem Druck auch höher sein. Ein Prusa i3 MK3 druckt z.B. so schnell, dass er für PLA standardmäßig 210 Grad verwendet. Dieser Wert liegt üblicherweise eher am oberen Ende des Temperaturbereichs der meisten PLAs. Das bedeutet jedoch auch, dass Sie, wenn Sie einmal etwas langsamer drucken, z.B. weil es besonders schön werden soll oder das Objekt sehr fein aufgelöst ist, auch entsprechend die Temperatur etwas reduzieren sollten. Sonst riskieren Sie unsaubere Oberflächen oder sogar Verstopfungen.
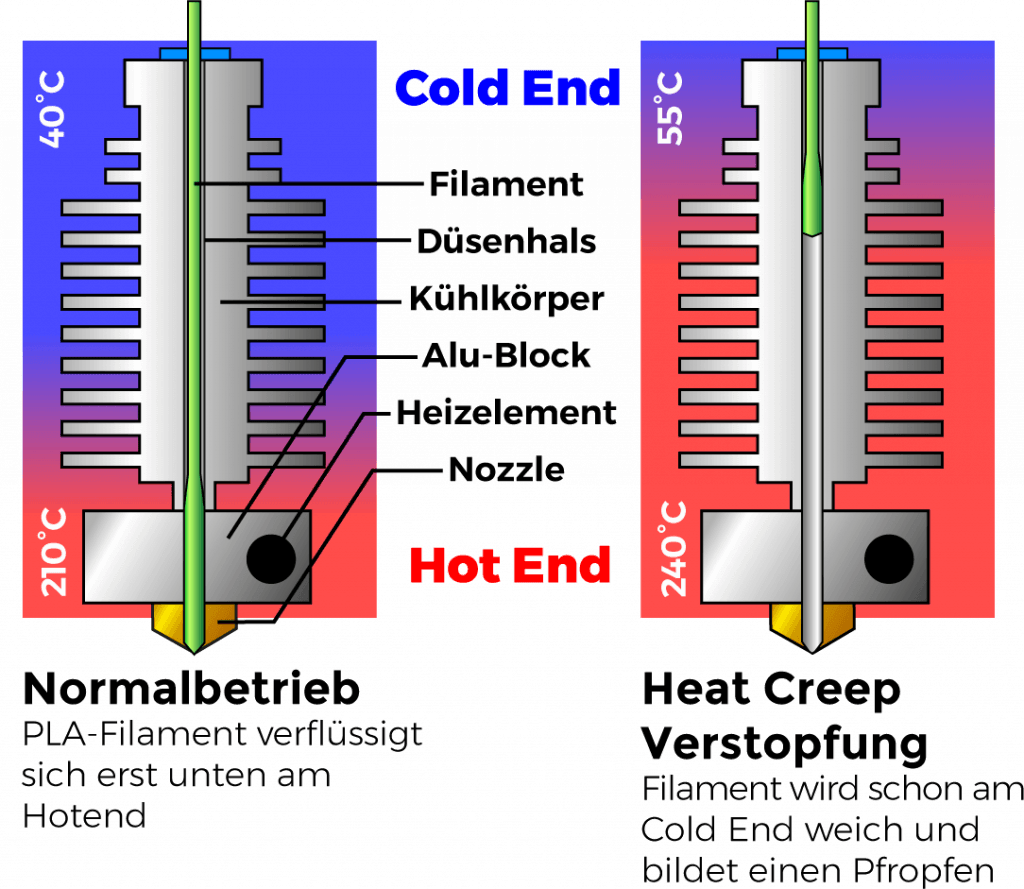
So vermeiden Sie Heat Creep-Verstopfungen
Ein weiteres Problem bei zu hoher Temperatur sind verstopfte Hotends. Die meisten Anwender denken wenn das passiert, dass die Spitze ("Nozzle") durch Verunreinigungen, verbranntes Filament oder Partikel verstopft ist. Dies ist jedoch zumeist gar nicht der Fall. Das Problem liegt oft an einer anderen Stelle. Nämlich an der Seite des Kühlkörpers, die dem Heizelement gegenüber liegt, gemeinhin "Cold end" genannt". Ist das Hotend zu heiß, so dass der Lüfter und Kühlkörper die Hitze nicht mehr abführen kann, wird das Cold end nämlich auch irgendwann warm. Was wiederum dazu führt, dass das Filament zu früh weich wird (im Englischen wird der Effekt auch "Heat Creep" genannt). Und das hat zur Folge, dass der Extruder das Filament von oben ins Röhrchen schiebt, aber das weiche Filament sich zur Seite statt nach unten ausdehnt. Damit bildet es einen Pfropfen, der das Hotend von oben verstopft.
Denn die Röhrchen und Bohrungen sind immer etwas größer als der verwendete Filament-Durchmesser, um Fertigungsschwankungen im Filament zu kompensieren. Niemand will schließlich, dass das Filament auf dem Weg durch den Drucker verklemmt. Ein 1.75mm-Filament-Drucker arbeitet z.B. zumeist mit 2-mm-Röhrchen, -Bowden-Schläuchen und -Filament-Bohrungen. An der sehr heißen Stelle im Hotend, wo das Heizelement sitzt, wird das Filament vollständig verflüssigt, erst dann spielt der Röhrendurchmesser keine Rolle mehr. Deshalb kann man das Filament dann auch problemlos durch eine viel kleinere Düse (0.2 - 1.4mm) herauspressen.
Gegen Verstopfungen durch Heat Creep kann es übrigens nicht nur helfen, die Temperatur zu senken. Sofern möglich, können Sie auch den Extruder-Lüfter hochfahren, damit dieser die Hitze besser abführt (dies lässt sich bei fast allen Druckern sogar während des Drucks einstellen).
Summertime - and the printing's not easy
"Heat Creep" kann übrigens auch schon bei sehr sommerlichen Temperaturen zum Problem werden. Beträgt die Umgebungstemperatur bereits über 30°C, braucht PLA, das bereits ab 50-60°C weich wird, nicht mehr viel Hitze aus dem Hotend, um viel zu weit oben im Cold End schon weich zu werden. In einem heißen Sommer gegen ständig verstopfende 3D-Drucker - mit PLA - zu kämpfen, kann also durchaus vorkommen. Und die Lösung heisst in einem solchen Fall: Runter mit der Drucktemperatur, Lüfter anschmeissen - oder ein temperaturstabileres Material mit höherem Schmelzpunkt verwenden (z.B. PETG oder ABS)!
Auch andere Faktoren können bei Heat-Creep Verstopfungen eine Rolle spielen, z.B. bei Direct-Drive-3D-Druckern ein schwer arbeitender und deshalb sehr heißer Extruder-Motor, der das Extruder-Zahnrad und damit auch das Filament erwärmt, bevor es überhaupt ins Hotend kommt.
Effekte bei zu niedriger Temperatur
Zu niedrige Drucktemperatur kann wie erwähnt ebenfalls zu Verstopfungen oder abgeschabtem Filment führen. Denn die nötige Kraft ist irgendwann zu groß, um das nur noch zähflüssige Filament aus der Spitze zu drücken. Bevor das passiert, äußert sich die zu niedrige Temperatur jedoch zumeist auf eine andere Weise. Häufig kommt es zu schlechter Schichten-Haftung (wenn das Filament beim Austritt zu kalt ist, verschmilzt es nicht mehr sauber mit der Schicht darunter). Im schlimmsten Fall tritt sogar Spaltenbildung auf, auch Überhänge und Brücken sind deutlich hässlicher.
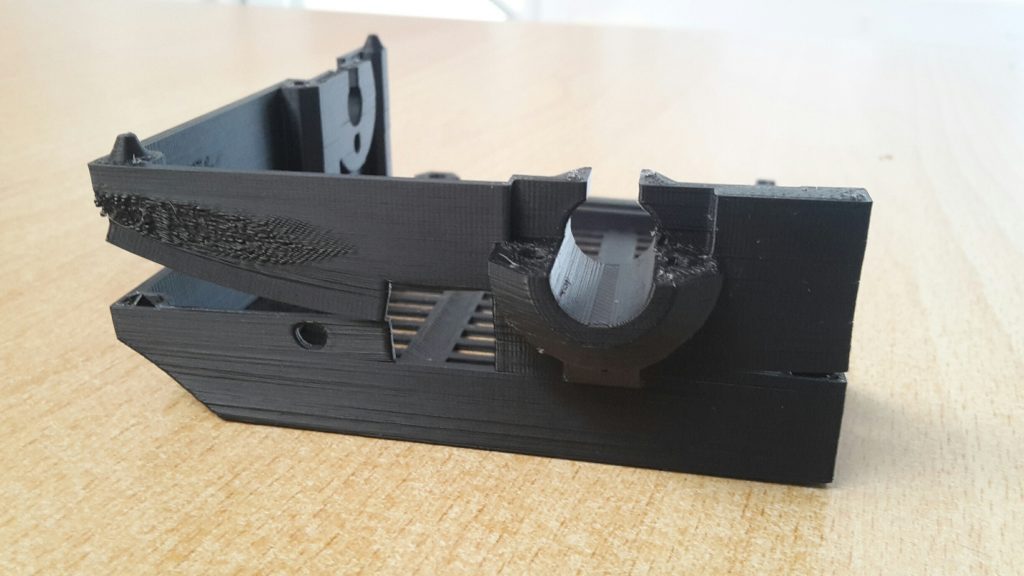
Missglückter ABS-Druck mit Spalten durch falsche Temperatur bzw. Lüftung
Drucker-Aufbau und Drucktemperatur
Doch nicht nur die Druckgeschwindigkeit spielt bei der Temperatur eine Rolle. Auch Faktoren wie Kühlkörper, Nozzle-Durchmesser, Extruder-Geschwindigkeit, Umgebungstemperatur, Extruder-Lüfter oder Filament-Durchmesser sind mit zu berücksichtigen. So braucht Filament mit 2.85mm Durchmesser etwas länger als welches mit 1.75mm Durchmesser, um vollständig zu verflüssigen. Es bietet allerdings auch mehr Masse pro Zentimeter. D.h. Drucker mit 2.85 mm Filament benötigen üblicherweise eine etwas höhere Drucktemperatur als welche mit 1.75 mm-Filament - bei ansonsten gleichen Drucker-Spezifikationen und Druckgeschwindigkeiten.
Auch der Nozzle-Durchmesser bzw. die Geschwindigkeit, in der der Extruder das Filament ins Hotend presst, ist für die richtige Drucktemperatur entscheidend. Ein Standard E3D V6 Hotend kann beispielsweise maximal 847 mm3/min Filament zuverlässig verarbeiten. Superschnelle Drucker oder Drucker mit riesigen Nozzles benötigen im Betrieb gerne Temperaturen von 300-500°C - selbst für PLA, das normalerweise mit ca. 200°C gedruckt wird. Für große Nozzles oder sehr schnellen Druck hat E3D das Volcano-Hotend mit bis zu 1176 mm3/min Durchsatz im Programm. Mit dem SuperVolcano (mit 80W Heizelement für bis zu 500°C und Nozzle-Größen bis 1.4mm) sind sogar 6600 mm3/min möglich - bei deutlich höheren Temperaturen. Und ein effizienterer Lüfter und Kühlkörper (evtl. sogar mit Wasserkühlung) macht dabei höhere Temperaturen am Hotend und eine schnellere Extruder-Geschwindigkeit möglich, da er die Hitze besser abführen kann.
Filament mit 2.85 mm Durchmesser eignet sich grundsätzlich für große Nozzles und sehr schnellen Druck besser, da dank größerem Durchmesser auch mehr Durchsatz möglich ist. Was einer der Gründe ist, warum der populäre Druckerhersteller Ultimaker nach wie vor diesen Durchmesser favorisiert. Denn die meisten anderen 3D-Drucker-Hersteller setzen auf Filament mit 1.75 mm Durchmesser. Bei einem 1.2 mm Nozzle muss der Extruder 1.75 mm Filament schon extrem schnell durchschieben und verflüssigen. Dies geht jedoch auch mit 1.75mm Filament, wie das E3D (Super)Volcano Hotend und andere Lösungen zeigen.
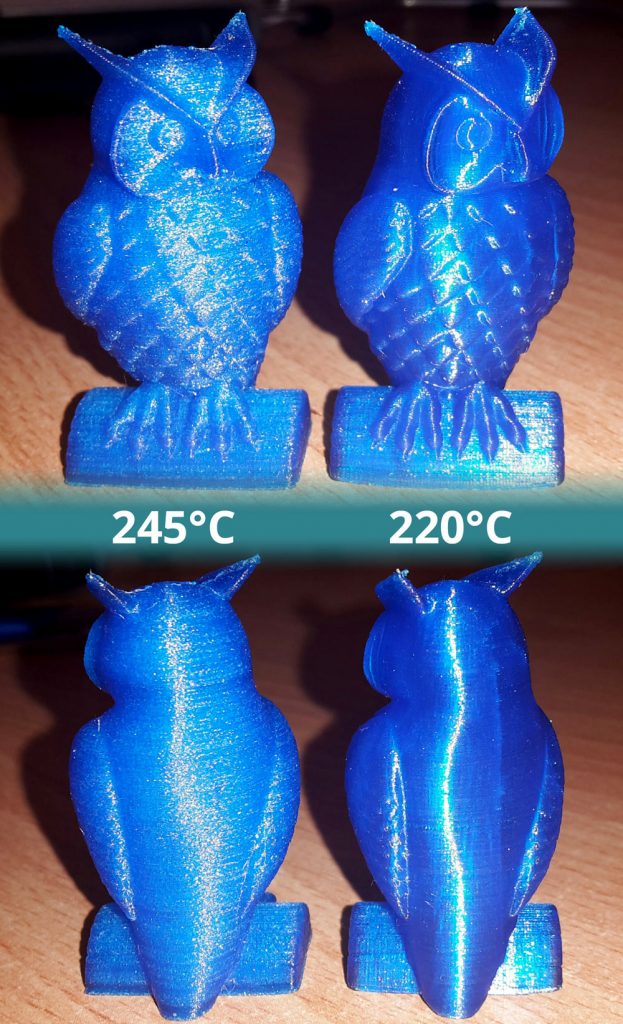
Optikunterschiede im Druck von PETG-Filament bei unterschiedlichen Temperaturen
Temperatur und Optik
Je nach Filament kann die Temperatur auch massive Auswirkungen auf die Druckoptik haben. So haben wir z.B. schon einige Metall-Filamente (mit und ohne echte Metallpartikel) oder PETGs getestet, bei denen die Glanzwirkung und die Sauberkeit des Druckes sich bei gesenkter Temperatur klar zum Besseren veränderte, teilweise sogar massiv. Und schon ein Temperaturunterschied von nur 10 Grad (205 statt 215°C) kann bei bestimmten TPUs den Druck seidig glänzend oder völlig stumpf aussehen lassen. Ab einer gewissen Temperaturuntergrenze werden jedoch wie erwähnt Überhänge und Brücken unsauber. D.h. Sie sollten die Temperatur nicht zu stark reduzieren.
Optikunterschiede im Druck von Metall-Filament bei unterschiedlichen Temperaturen
Hotend und Heizbett
Die Temperatur des Heizbettes ist ein ganz anderer Aspekt, den wir hier nur streifen wollen. Nur soviel: Das Heizbett - sofern überhaupt nötig - sollte immer die Glasübergangs-Temperatur des jeweils gedruckten Materials haben. Die Glasübergangs-Temperatur ist die Temperatur, ab der ein Material weich und verformbar wird. Das garantiert optimale Haftung und verhindert am besten die Ablösung durch Schrumpfung.
Deshalb druckt man PLA am besten mit 50-60°C Heizbett-Temperatur (es geht jedoch dank der geringen Schrumpfung auch ohne!). PETG druckt man mit 60-85°C Heizbett (oder ohne) und ABS und ASA mit ca. 100-110°C. Bei Materialien wie ABS, ASA, Polycarbonat oder Nylon, die stark bei Abkühlung schrumpfen, ist etwas zusätzlich zu beachten: Der Unterschied (Temperaturdelta) zwischen Heizbett und Hotend sollte möglichst gering gehalten werden. Das verringert das Risiko von Druck-Ablösung vom Heizbett oder Spaltenbildung. Das bedeutet das Heizbett sollte eher heiß, das Hotend dafür eher kalt eingestellt werden. Eine Klimakammer, die Luftzüge verhindert und eine konstante Temperatur hält, hilft ebenfalls gegen diese Probleme.
Die richtige Temperatur finden
Wie findet man nun die richtige Temperatur heraus? Die umständliche Variante ist, mehrere Objekte mit unterschiedlichen Temperaturen zu drucken und das Ergebnis zu vergleichen. Hierzu sollte man ein Objekt verwenden, das alle wichtigen verschiedenen Aspekte erfüllt: Es sollte feine freistehende Stukturen (um Retraktion bzw. Stringing zu testen), Oberflächendetails, Brücken, Überhänge, große gerade Flächen, Rundungen, scharfe Kanten und am besten noch Bereiche mit Stützstrukturen darunter haben. Auch zu klein sollte es nicht sein, da der Drucker dann keine Fahrt aufnehmen kann und sich somit keine generelle Tauglichkeit des Druckprofils ermitteln lässt. "Einfache" Objekte, die auf fast allen Druckern mit fast allen Einstellungen gut druckbar sind, sind für die Ermittlung der optimalen Drucktemperatur nicht gut geeignet.
Profis haben für Ihren Drucker (und für jedes Material) einen sogenannten "Temp-Tower", der in einem Druck dieselbe Struktur übereinander druckt und dabei nur die Temperatur variiert. Dies kann man sich durch Einfügen von 'M104 SXXX' (XXX = Temperatur)-Kommandos (wichtig: nicht M109, denn dieses Kommando pausiert den Druck, bis die Temperatur erreicht ist!) an den richtigen Stellen im GCode auch selbst basteln. Auch durch Plugins und Extrafunktionen im Slicer (Slic3r, Cura oder Simplify3D), die bei einer bestimmten Höhe ein Kommando ausführen lassen (z.B. einen Filamentwechsel - oder eben eine Temperaturänderung!), lässt sich dies bewerkstelligen.
Bitte beachten Sie, dass es nicht DIE ideale Temperatur gibt. Denn diese ist wie oben erwähnt von Drucker zu Drucker, von Filament zu Filament und je nach Druckgeschwindigkeit und manchmal sogar Objekt anders. Ein perfektes Ergebnis auf einem Drucker heißt also nicht automatisch, dass ein anderer Drucker mit derselben Temperatur dasselbe Objekt genauso schön drucken wird. Es gilt jedoch auch hier eine weitere goldene Regel der 3D-Drucker-Welt: Eine auf einem Drucker gut funktionierende Konfiguration kann fast immer zumindest als gute Ausgangsbasis für einen anderen dienen!
Vorsicht mit Hochtemperatur bei Teflon-Hotends
Ein wichtiger Hinweis ergeht an dieser Stelle an alle Nutzer eines Druckers mit Teflon-Hotend. Dies ist eine auch Polytetrafluorethylen oder PTFE genannte Beschichtung innen in der Heatbreak (auch "Throat", d.h. "Hals" bzw. "Düsenhals" genannt): Es wird gemeinhin empfohlen, solche Hotends nicht heißer als 240°C zu betreiben. Und das sogar selbst wenn das verwendete Heizelement höhere Temperaturen erreicht. Es sei denn, der Hersteller erlaubt dies explizit, z.B. weil er besonders temperaturstabiles Teflon verwendet. Denn ab 240°C wird das Teflon langsam weich, emittiert dabei zunehmend giftige Gase (insbesondere für Vögel sehr giftig!) und wird im schlimmsten Fall zusammen mit dem Filament extrudiert. Und das Problem wird bei steigender Temperatur schlimmer! Kurze, sporadische Drucke jenseits der 240°C können noch klappen. Längere Drucke können auf Dauer jedoch sogar bleibende Schäden am Drucker verursachen. D.h. das Röhrchen mit der zerstörten Teflon-Beschichtung wird dann über kurz oder lang ausgetauscht werden müssen.
Warum nutzen Druckerhersteller überhaupt Teflon-Beschichtungen? Aus demselben Grund wie die Pfannen-Hersteller: Damit nichts festklebt. "Heat Creep"-Verstopfungen am Cold End (siehe oben) sind mit Teflon-beschichteten Hotends unwahrscheinlicher.
Die sogenannten "Full metal" bzw. "Vollmetall"-Hotends, die üblicherweise bis zu 300 Grad aushalten (Spezial-Hotends zum besonders schnellen Druck mit großen Nozzles oder für High-Performance-Kunststoffe wie PEEK oder PEI gehen sogar bis zu 500°C), haben diese Temperaturgrenze übrigens nicht..
Ein Düsenhals ("Throat") mit Teflon-Röhrchen fürs Hotend
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.