Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Wer sich zum ersten Mal in die Welt des 3D Druckens vorwagt, muss sich zuerst für ein passendes Material entscheiden. Einsteiger stoßen dabei schnell auf Angebote für Filament aus ABS. Dieses kann mit besonderen Qualitäten wie Hitzestabilität, Härte und Resistenz gegen viele Lösungsmittel punkten. Deshalb schwören auch Profis aus der Industrie auf das Material. Allerdings gibt es auch Schattenseiten - gerade für Einsteiger.
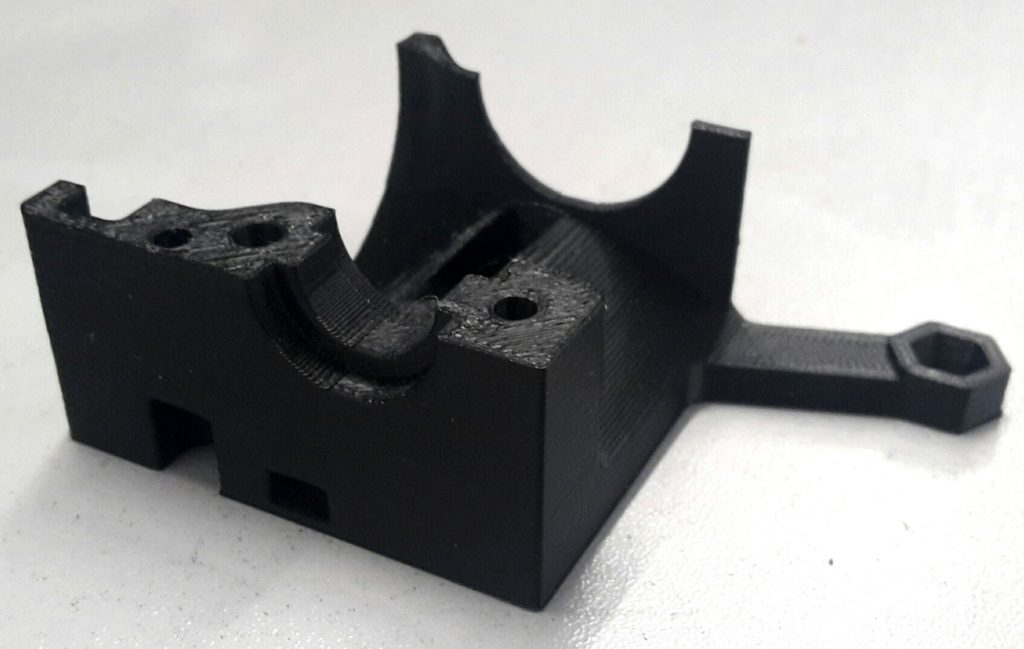
Prusa i3 MK3 Extruderteil, gedruckt mit ABS (hitzestabil)
Was ist ABS?
Die Abkürzung ABS steht für Acrylnitril-Butadien-Styrol. Es handelt sich um ein synthetisches Terpolymer, das auf Erdöl basiert. Es gehört zu den amorphen Thermoplasten. Spezifischer handelt es sich um ein Copolymer aus den Monomeren Acrylnitril, 1,3-Butadien und Styrol. Die Mischverhältnisse zwischen den Monomeren (die unterschiedliche Eigenschaften haben) definieren dabei die Eigenschaften des daraus resultierenden Materials. Der erstmals 1946 produzierte Kunststoff besitzt von Hause aus eine gelbliche Färbung. Diese lässt sich allerdings verändern - auch in schneeweiss. Die bekannten LEGO-Bausteine werden - wie das meiste andere Spielzeug - aus diesem Industrieplastik gefertigt. Selbiges gilt für die meisten Teile im Auto. Diese Beispiele illustrieren eine der größten Stärken des Thermoplastes: Er ist langlebig und belastbar. Dadurch bildet der Kunststoff die richtige Grundlage gleich für eine ganze Reihe von unterschiedlichen Verwendungszwecken. Tatsächlich gilt der Kunststoff als das "Ur-Material" des 3D-Drucks. Mit ihm wurde zum ersten Mal im Fused Filament Fabrication-Verfahren (FFF) gedruckt.
Es gibt insgesamt 21 Produkte aus dem Material ABS in unserem Shop
ABS zeichnet im Wesentlichen die folgenden Eigenschaften aus:
Hohe Festigkeitswerte
Sehr temperaturstabil
Gute Medienbeständigkeit (es ist also vielseitig einsetzbar)
Hohe Härtegrade
Gute Kratzfestigkeit
Sehr bruchfest
Die Schmelztemperaturen liegen durchschnittlich bei 210 bis 240 Grad. Sie sind damit deutlich höher als die entsprechenden Temperaturen eines PLA Filaments, was üblicherweise als Alternative dazu genannt wird. Seine Formstabilität verliert ein aus Acrylnitril-Butadien-Styrol gedrucktes Objekt ab etwa 95°C (in PLA ab ca. 50°C).
Am Extruder, also der Düse des 3D Druckers, sollten 210 bis 250 Grad herrschen. Das Druckbett sollte 85 bis 120 Grad haben, je nach eingesetztem Filament. 3D Printer, die statt von einem Druckbett von einem Heizbett sprechen, genügen dieser Anforderung in der Regel. Nicht ratsam ist es, das Industrieplastik mit einem unbeheizten Bett zu drucken. Denn durch die Schrumpfung beim Abkühlen wird sich der Druck vom Bett lösen (Warping).
Der Druckobjekt-Lüfter sollte wegen der Schrumpfungsgefahr aus bleiben. Nur maximal bei Brücken und extremen Überhängen wird empfohlen, ihn kurz anzumachen. Ein Profi-Tipp gegen Warping: Die Temperatur-Differenz zwischen Heizbett und Hotend am besten so gering wie möglich halten. Das begünstigt ebenfalls die Haftung. D.h. das Heizbett am besten am oberen Ende und das Hotend eher am unteren Ende des empfohlenen Temperaturbereichs betreiben.
Welche Vorteile bietet ein ABS Filament für den 3D Druck?
Neben den bereits erwähnten Stärken Langlebigkeit sowie Hitzebeständigkeit weist ABS die folgenden weiteren Vorteile auf:
Oberflächen lassen sich glätten: Zwar ist die Oberfläche von ABS tatsächlich kratzfest, aber doch weich. Mit Aceton lässt sie sich jedoch glätten, denn dieses löst das Plastik auf. Man kann das Objekt manuell glätten mit einem in Aceton getränkten Tuch. Oder einfach zum Glätten ein paar Minuten in ein geschlossenes Gefäß mit Aceton-Dampf stellen. Ein Objekt, das aus Acrylnitril-Butadien-Styrol gedruckt wurde, lässt sich außerdem ausgezeichnet nachbearbeiten. Hierfür bieten sich beispielsweise Sägen, Fräsen, Bohrer, Schleifmaschinen oder Lackierungen an. Das Material lässt sich auch kleben - entweder mit Plastik- und Sekundenkleber oder Aceton.
Schlagfestigkeit: Es ist ausgesprochen robust und bricht nicht leicht. Die Endprodukte können auch mit größeren Krafteinwirkungen umgehen. Das Material eignet sich deshalb beispielsweise hervorragend, um Bauteile zu drucken.
Acrylnitril-Butadien-Styrol ist chemisch stabil und resistent gegen die meisten Lösungsmittel, Alkohole und Öle.
Geringer Reibungskoeffizient: Für die Extrusion benötigt ein 3D Drucker verhältnismäßig wenig Druck, um ABS aus der Düse zu pressen (hoher Schmelzflussindex).
Das Material ist fast nicht hygroskopisch, d.h. es nimmt nur wenig Wasser aus der Umgebungsluft auf. Das ist in etwa soviel wie PLA - aber dramatisch weniger als andere Materialien wie Nylon, TPU, Polycarbonat oder PETG. Deshalb muss es nicht luftdicht versiegelt und trocken gelagert werden.
Acrylnitril-Butadien-Styrol lässt sich recyceln (allerdings nehmen nicht alle Sammelstellen den Kunststoff an). Es wird mit dem Recylingcode 7 klassifiziert.
Welche Nachteile hat ein ABS Filament für den 3D Druck?
Natürlich gibt es auch einige Schattenseiten. Wer mit einem ABS Filament druckt, muss sich über folgende Nachteile im Klaren sein:
Warping: Der Kunststoff schrumpft beim Abkühlen, wölbt sich gerne und löst sich so eventuell vom Druckbett. Ein beheiztes Druckbett bietet hierbei Abhilfe. Es gibt zudem noch weitere Möglichkeiten, um das Verziehen zu verhindern. Ratsam ist beispielsweise ein abgeschotteter (d.h. abgeschlossener) Bauraum (Klimakammer). Dieser sorgt nicht nur für eine stabile hohe Umgebungstemperatur. Er verhindert auch die für ABS-Druck fatalen Luftzüge und -verwirbelungen. Helfen kann auch hitzebeständiges Kapton-Klebeband oder eine PEI-Druckbett-Beschichtung wie z.B. BuildTak. Bewährt haben sich auch Haftspray bzw. Haarspray. Auch das sogenannte BlueTape (verbessertes Maler-Krepp), Holzkleber, in Aceton gelöstes ABS ("ABS-Saft") oder PVA-basierter Klebestift. Diese Haft-Techniken machen das ABS-Schrumpfen horizontal mit, halten das Objekt dabei aber vertikal auf dem Bett fest.
Für hochpräzise dimensionierte Drucke muss der Anwender die Schrumpfung bei der Vorbereitung antizipieren und kompensieren. D.h. man muss beim Vorbereiten das Objekt ein paar Prozent (1.5 bis 2,5%) größer dimensionieren als gewünscht. Ein weiterer Schrumpfungs-Faktor (auch bei Problemen mit Ablösung vom Druckbett) ist die Dichte des gedruckten Objekts: Je solider das Objekt gedruckt wird, umso schlimmer die Schrumpfung.
Giftige Dämpfe: Das Industrieplatik stößt beim Druck giftige Dämpfe aus, die unangenehm riechen. Sie können der eigenen Gesundheit schaden. Es ist deshalb wichtig, dass sie es nur in Räumen mit einer guten Ventilation gedruckt wird. Auch eine hermetisch abgeschlossene Klimakammer kann Ausdünstungen reduzieren.
Es ist nicht biologisch abbaubar.
Acrylnitril-Butadien-Styrol ist nicht witterungsbeständig. Es wird mit der Zeit spröde und verliert mit der Zeit seine Farbe unter UV/Sonnenlicht. Wenn Sie ein 3D Drucker Material für den Außeneinsatz suchen, sollten Sie stattdessen lieber zu ASA Filament greifen.
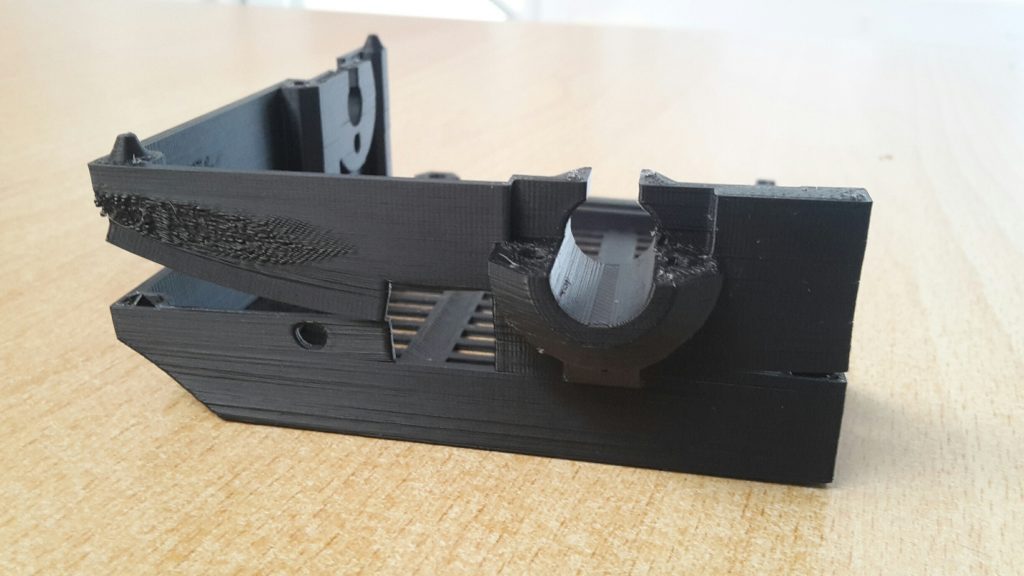
Missglückter ABS-Druck mit Spalten durch falsche Temperatur bzw. Lüftung
ABS-Varianten
Einige Hersteller haben spezielle ABS-Varianten entwickelt, die einen oder mehrere Nachteile des Materials verbessern. So gibt es Varianten, die beim Druck nicht riechen. Andere schrumpfen faast gar nicht beim Abkühlen. Diese werden beispielsweise als "ABS+" oder "ABS Pro" vertrieben.
Acrylnitril-Butadien-Styrol ist neben PLA und PETG auch das weitverbreitetste Trägermaterial für Misch-Kunststoffe (sowohl Partikel wie auch chemische Mischungen). Da ABS hauptsächlich für funktionelle Drucke eingesetzt wird, handelt es sich dabei meist um Mischungen, die gewisse Eigenschaften verbessern. D.h. die Mischungen dienen eher selten der Optik. Durch die Beimischung leitfähiger Partikel kann es beispielsweise begrenzt stromleitend gemacht werden. Auch eine Mischung mit Polycarbonat (auch „PC+“ genannt) ist beliebt. Diese Mischung reduziert den sehr hohen Schmelzpunkt und das extreme Schrumpfen von reinem Polycarbonat (ca. 290°C Schmelzpunkt, 140°C Heizbett) auf moderatere 240-270°C am Hotend und 110-120°C am Heizbett. So können auch normale 3D-Drucker und -Anwender Polycarbonat drucken - ein Heizbett und ein Vollmetall-Hotend vorausgesetzt.
Für welche Einsatzzwecke eignet sich ein ABS Filament?
Aus ABS werden vor allem Konsumgüter wie die oben erwähnten LEGO-Steine gefertigt. Gefragt ist der Kunststoff aber auch im Modellbau. Auch für Küchengeräte, in der Elektroindustrie sowie im Fein-Handwerk ist das Material unverzichtbar. Zudem fertigt auch die Automobilindustrie schon seit langem sehr viele Teile in Acrylnitril-Butadien-Styrol.
ABS oder PLA? Was ist im Vergleich besser?
So einfach lässt sich diese Frage nicht beantworten. Tatsächlich gilt hier die berühmte Phrase "Es kommt darauf an". Die Arbeit mit einem PLA Filament gilt insbesondere für Einsteiger als ratsamer. Polyactid lässt sich deutlich einfacher drucken als ABS. Es ist deshalb leichter, gelungene Ergebnisse zu erzielen. Außerdem können praktisch alle handelsüblichen 3D Drucker mit PLA umgehen. ABS ist nicht ganz so breit unterstützt - hat diesbezüglich aber auch keine großen Nachteile. PLA ist zudem umweltfreundlicher, da es langfristig biologisch abbaubar ist. Ganz im Gegensatz zu Acrylnitril-Butadien-Styrol, das überhaupt nicht abgebaut werden kann. PLA hat abschließend noch einen praktischen Vorzug: Es lässt sich bei niedrigeren Temperaturen drucken. Dadurch kann schneller gedruckt werden. Auch die Präzision beim Druck ist bei PLA ungeschlagen. Eine extrem dünne Schichtdicke von 0.05mm kann z.B. nur PLA sauber abbilden.
ABS zeichnet auf der anderen Seite eine deutlich größere Haltbarkeit aus. Der Kunststoff ist zudem kratz- und schlagfester als PLA. Die Druckobjekte können deshalb optisch nicht so schnell beschädigt werden wie ihre Pendants aus Polyactid. Acrylnitril-Butadien-Styrol kann leichte Biegungen ertragen ohne zu brechen. Das Filament verhält sich deshalb zumindest ein Stück weit dynamisch. Dies kann bei komplizierten Druckerzeugnissen relevant werden. In dem Plastik gedruckte Objekte lassen sich zudem nachbearbeiten und ausbessern. Bei einem Objekt aus PLA ist dies nur in sehr geringem Umfang möglich.
Für Optik eher PLA, für Robustheit eher ABS
Wer professionell arbeitet, benötigt PLA eigentlich nur für Dekorationsobjekte oder Prototypen. Schon als Stützmaterial ist der Kunststoff nur sehr eingeschränkt zu gebrauchen. Diesbezüglich sollten Sie sich lieber für ein ABS Filament entscheiden. Der Großteil der Effektfilamente mit Glitzer-, Holz-, Marmor- oder Metallpartikeln ist jedoch PLA-basiert. Das verschafft diesem einen Vorteil beim Druck von speziellen Konzeptmodellen, die repräsentativ sein sollen.
Optisch kann Acrylnitril-Butadien-Styrol nicht mit PLA mithalten. Im Gegenzug ist es allerdings preisgünstiger. Denn es ist ein sehr weit verbreitetes Industrieplastik, das auch im Spritzgussverfahren breiten Einsatz findet. Dies wird bedeutsam, wenn in Serie gedruckt werden soll. In Kombination mit den anderen Qualitäten ist es deshalb eher für den professionellen Nutzer empfehlenswert.
Ein abschließender Tipp: Vorsicht beim Wechsel von PLA zum ABS Filament
In der professionellen Praxis stellt sich nicht die "Entweder oder"-Frage zwischen PLA und ABS. Beide Kunststoffe werden üblicherweise genutzt. Allerdings ist beim Wechsel der Filamente ein Punkt zu beachten. PLA neigt leider dazu, den Extruder zu verkleben. Sie sollten deshalb nach einem Wechsel etwa zehn Zentimeter ABS Filament aus der Düse ausfließen lassen. Erst danach beginnen Sie mit dem Druck. Auf diese Weise stellen Sie sicher, dass alle Reste des PLA beseitigt sind.
Etwas komplizierter wird der Wechsel in die Gegenrichtung. Da ABS bei höheren Temperaturen als PLA gedruckt wird, muss die Düse erst abkühlen. Ein nahtloser Wechsel ist nicht möglich. Wer solche Schwierigkeiten umgehen möchte, kann die Düse "ausbrennen". Für Acrylnitril-Butadien-Styrol wird dafür 240 Grad gewählt. Bei PLA sollte der Extruder 200 Grad haben.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.