Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Es gibt FDM/FFF-Schmelzschichtungs-Drucker in verschiedenen Architekturen, und innerhalb der Einzelgruppen gibt es wiederum unterschiedliche Bauweisen. Teilweise hat die Architektur Einfluss auf die Eignung, Lautstärke, Bauraumgröße, Geschwindigkeit, Zuverlässigkeit und Druckqualität - nicht jeder Druckerertyp ist für alles gleichzeitig geeignet. Wir stellen Ihnen im Folgenden die gängigsten Architekturen und deren Vor- und Nachteile vor.
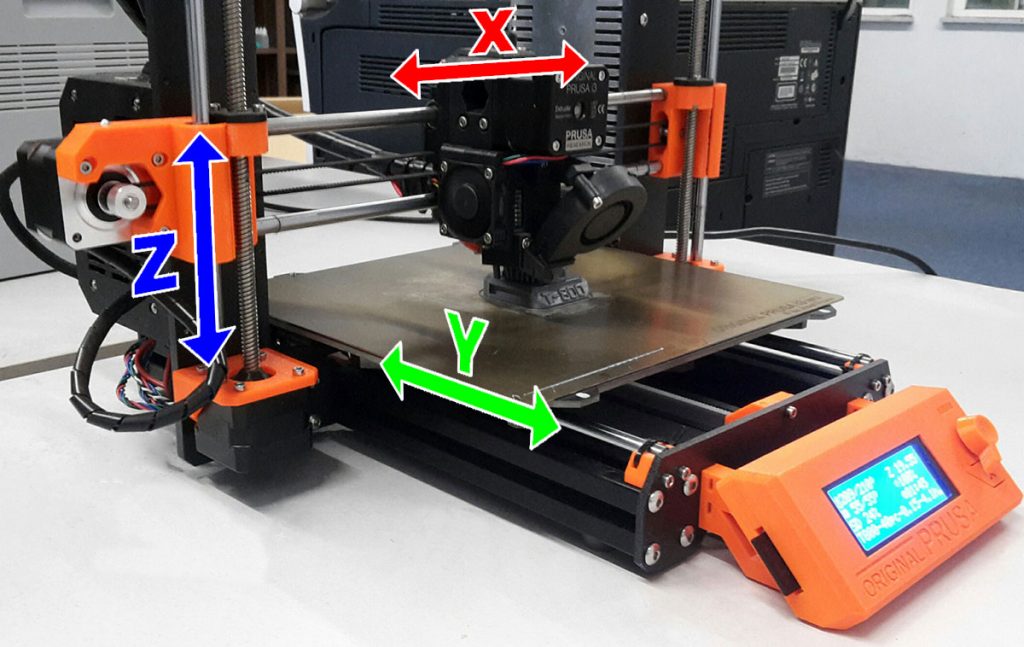
Prusa i3 MK3 - Kartesischer Drucker in Prusa/Mendel-Bauweise mit in Y bewegtem Druckbett unten und X-Schlitten oben, der in Z-Richtung hochbewegt wird.
Kartesische FDM-Drucker
Unter „kartesisch“ fasst man alle Druckerarchitekturen zusammen, die ganz traditionell Motoren für die X, Y und Z-Achse haben. Kartesische Drucker sind am weitesten verbreitet und am einfachsten zu bauen (und zu warten). Denn sie können die Bewegungsbefehle der Gcode-Dateien direkt in entsprechende Motorbewegungen umsetzen. Und bei der Wartung hat man es dank der klaren Trennung der Achsen leichter, die Ursachen für Druckprobleme zu finden. Auch die würfelförmige Bauweise ist mit dieser Technik sehr kompakt.
In kartesischer Bauweise gibt es zahllose Varianten, die alle bestimmte Vor- und Nachteile haben. Sehr gängig ist die Reprap/Prusa/Mendel-Bauweise, in der eine Achse (üblicherweise Y) einem beweglichen Druckbett entspricht (s. Bild oben). Der X-Schlitten, an welchem der Kopf hängt, bewegt sich hingegen an Wellen, V-Slot und POM-Rollen oder Linearschienen bewegt von Zahnstangen, Trapezgewindespindeln oder Zahnriemen in Z-Richtung (diesen Aufbau über dem Druckbett nennt man üblicherweise "Gantry").
Es gibt auch kartesische Drucksysteme, die das Druckbett sowohl in X und Y bewegen, und nur den Kopf in Z. Dies hat den Vorteil, dass der Kopf beliebig schwer sein kann, da er sich nur in Z-Richtung bewegt.
Eine weitere gängige Variante, insbesondere für großformatige kartesische 3D-Drucker, ist die Bauweise mit fixem bzw. nur in Z bewegten Druckbett. Hier gibt es sowohl „top down“-Lösungen, bei denen sich das Druckbett an Trapezgewindespindeln und Führungswellen nach unten bewegt. Auch „bottom up“-Lösungen mit statischem Druckbett, bei denen sich stattdessen das gesamte X/Y-System an Gewindespindeln nach oben bewegt, sind verfügbar.
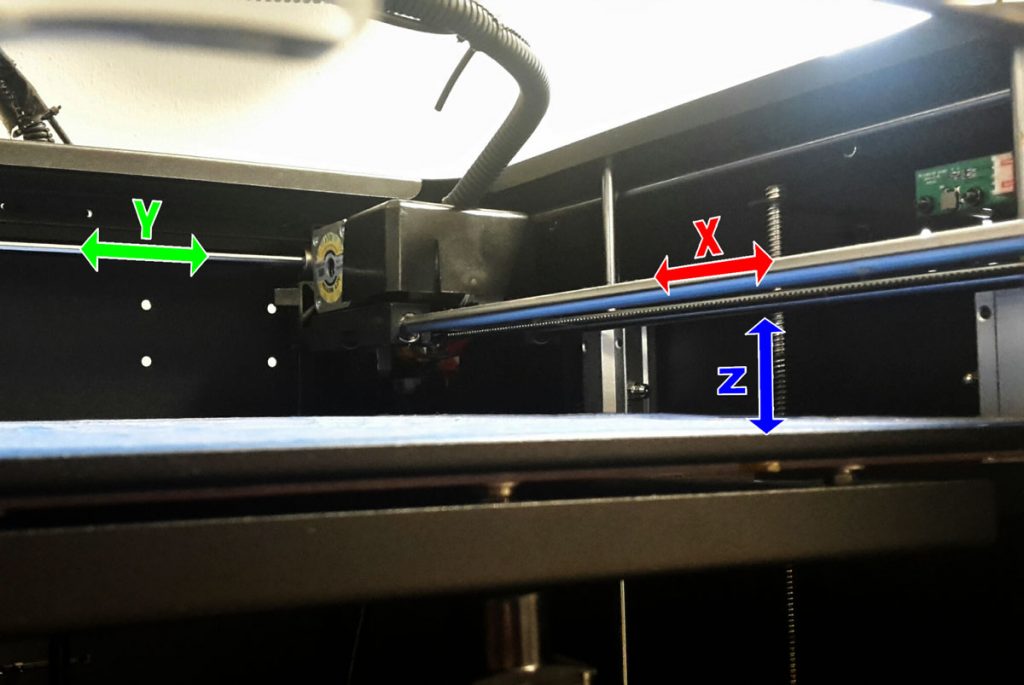
Für großformatige kartesische Drucker ist dies die bevorzugte Bauweise. Die Scherkräfte durch die Trennung von X und Y Achse nehmen bei zunehmender Höhe zu, was irgendwann den Druck vom Bett ablöst. Auch ist ein in Y-Richtung bewegtes Druckbett, wie z.B. bei der Reprap-Bauweise gängig, bei zunehmender Größe zu schwer, um es ausreichend schnell zu bewegen, Und gerade großformatige Drucker müssen schnell drucken können. Die X/Y-Bewegung geschieht bei diesen Druckern am einfachsten über mehrere Zahnriemen. In der simpelsten Ausführung bewegen zwei über eine Achse verbundene Y-Zahnriemen den X-Schlitten inklusive X-Motor und Kopf hin und her (Bild unten).
Sonderfall CoreXY- und H-Bot-Bauweise
Raffiniertere Lösungen mit X/Y-Gantry wie CoreXY oder H-Bot arbeiten hingegen mit fixen Motoren, die durch ausgeklügelte Zahnriemensysteme den Kopf ebenfalls an einer beliebigen Stelle in X und Y positionieren können. Das erlaubt eine schnellere Bewegung und reduziert Verschleiß, Gewicht und damit die Vibration, da beim oben erwähnten simplen Design eine Achse wesentlich schwerer ist als die andere.
Kartesischer Colido3D X3045 Drucker mit "Top-Down"-Druckbett, das sich in Z nach unten bewegt und simplem fixen X/Y-Aufbau oben (2 Y-Wellen, an denen der X-Schlitten mit Motor befestigt ist)
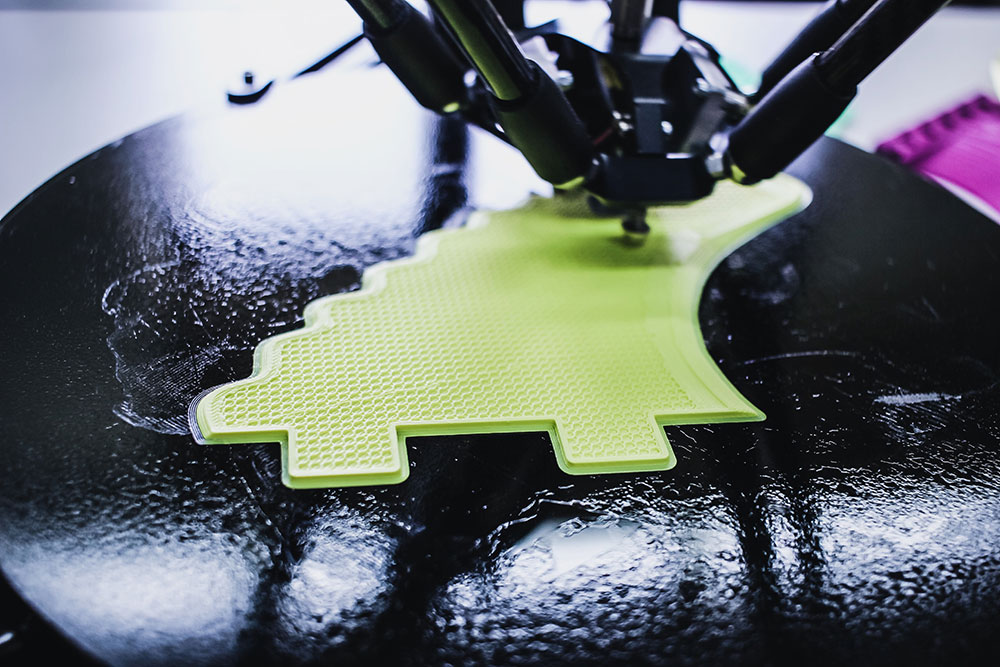
Delta 3D-Drucker bei der Arbeit
Delta-FDM-Drucker
Delta-Drucker haben einen Kopf, der über drei Arme an drei vertikalen Holmen befestigt ist und sich über Schienen oder Zahnriemen entlang dieser beim Druck ständig hoch und runter bewegt. Über die Variierung der Höhe der Schlitten an diesen Holmen (A, B und C genannt, um sie von X, Y und Z zu unterscheiden) ist der Kopf an einer beliebigen Stelle in einem zylinderförmigen 3D-Raum positionierbar. Ein Delta-Drucker muss alle XYZ-Positionsangaben des Gcodes vom Drucker live ins ABC-Koordinatensystem umrechnen. Deshalb sind auch Probleme mit einer einzelnen Achse schwerer zu finden und zu beheben als bei kartesischen Druckern.
Deltas sind zumeist in Bowden-Bauweise ausgelegt (mehr dazu siehe unten), um den Kopf sehr leicht zu halten und damit sehr schnelle Druckgeschwindigkeiten zu ermöglichen. Das bedeutet, dass die Spitze nur aus dem Hotend besteht und der schwere Extruder-Motor entweder am Rahmen oder mit Bungee-Gummibändern über dem Kopf aufgehängt befestigt ist und das Filament über einen Schlauch in den Extruder drückt.
Delta ist die bevorzugte Bauweise für großformatige Drucker mit großem Bauraum und riesigen Düsen. 1-mm-Düsen oder mehr sind hier keine Seltenheit. Ein Grund dafür ist, dass die Präzision eines Delta-Druckers mit zunehmender Höhe nicht abnimmt – einen stabilen Rahmen vorausgesetzt. Bei kartesischen Druckern wird zusätzliche Höhe irgendwann problematisch, da die durch die X-Bewegung verursachten Vibrationen mit der Höhe zunehmen und die Scher-Kräfte schlimmer werden, wenn X (Schlitten oben) und Y (Druckbett unten) zu weit voneinander entfernt sind. Ein weiterer Grund ist, dass Delta-Drucker wie erwähnt fast immer Bowden-Systeme mit leichtem Kopf sind, die sehr schnell drucken können. Und drittens ist bei Deltas das Druckbett immer fix und bewegt sich nicht – Wobei es wie oben erwähnt auch kartesische Drucker ohne bewegliches Druckbett gibt. Denn bei Druckern mit fixem Druckbett kann das Druckbett extrem groß sein. Darüberhinaus gibt auch weniger Gefahr der Ablösung, da der Druck selbst nicht ständig hin- und herbewegt wird, was bei zunehmender Höhe immer problematischer wird.
Es gibt jedoch auch tisch-kompatible kleine Delta-Drucker, in dieser Größe ist jedoch die kartesische Bauweise viel gängiger – und dank des kubischen (statt zylindrischen) Bauraums auch kompakter.
Motortreiber-Auflösung und Großformat-Drucker
Bei großformatigen Druckern, insbesondere Deltas, spielt die Präzision der Steppertreiber-Motoren eine größere Rolle als bei kleinen Druckern. Da der Kopf sich schnell bewegen können muss, darf eine mögliche verkleinernde Übersetzung des Motors nicht zu groß sein. Was im Gegenzug jedoch bedeutet, dass das sogenannte Microstepping wichtiger wird. Microstepping ist die Fähigkeit, eine Position zwischen zwei „vollen“ Positionen des bipolaren Steppermotors anzusteuern und präzise zu halten.
Gängige und günstige A4988-Steppertreiber unterstützen z.B. nur 1/16-Microsteps, was für Delta-Drucker mit 20-25 cm in einer Achse auch völlig ausreicht. Ist eine Achse jedoch 30 oder mehr Zentimeter, wird die Auflösung auch entsprechend gröber. Bei kartesischen Druckern werden zum Beschleunigen der Bewegung größere Zahnräder eingesetzt, was denselben Effekt hat.
Um dem entgegenzuwirken, werden bei Deltas oftmals DRV8825-Treiber genutzt. Denn diese unterstützen 1/32 Microstepping und lösen damit doppelt so genau auf. Oder man setzt gleich die bekannten hochpräzisen und extrem lautlosen Trinamic-Treiber mit 1/256 Microstepping ein.
Sonstige FDM-Drucker-Bauweisen
Es gibt noch einige weitere FDM-Exoten, die jedoch wenig Verbreitung haben, die wir im Folgenden kurz anreißen wollen:
Polare Drucker
Polare 3D-Drucker haben ein rotierendes rundes Druckbett und bewegen den Kopf nur noch in Z und L (die mathematische Bezeichnung für die Auslenkung vom Zentrum O). Wie Delta-Drucker müssen diese Drucker die XY-Bewegungskommandos des Gcodes in Echtzeit in ihr 3D-Polar-Koordinatensystem umrechnen. Der Vorteil dieser Bauweise ist, dass man Polar-3D-Drucker theoretisch nur mit zwei Steppermotoren bauen kann – das Druckbett kann mit konstanter Geschwindigkeit rotieren. Der Nachteil ist, dass der Drucker gerade Flächen so nur unsauber drucken kann, da er während der Drehung des Objekts ständig retracten (Filament bei Leerbewegungen zurückziehen, um ein Herauslaufen des flüssigen Filaments zu verhindern) muss.
Deshalb rotieren verfügbare Polar-Drucker nicht mit konstanter Geschwindigkeit, sondern drehen das Druckbett über einen dritten Steppermotor in eine gewünschte Position, was das Drucken kontinuierlicher Linien ermöglicht. Auch die Lösung, das Druckbett in L zu bewegen statt den Kopf, ermöglicht schnelle Druckgeschwindigkeiten. Denn der Kopf kann so beliebig schwer sein, da er jetzt nur noch in Z-Richtung bewegt werden muss.
Der bekannteste Hersteller von Polar-3D-Druckern war die Firma Polar 3D, die jedoch inzwischen auf traditionelle kartesische 3D-Drucker umgeschwenkt ist. Ein weiterer Polar-Drucker ist der Sculpto+.
Förderband-Drucker
Das Konzept dieser noch sehr neuen Drucker ist, dass sie die Schichten geneigt im 45-Grad-Winkel drucken. Das Druckbett ist dabei ein Förderband, das nach jeder fertigen Schicht weiterbewegt wird. Dies hat mehrerere Vorteile: Erstens kann der Drucker die meisten Überhänge und Brücken in X/Y/Z-Richtung so ohne Supports drucken. Beim Beginn eines Teils benötigt der Förderband-Drucker jedoch weiterhin Supports. Auch Überhänge im 45-Grad-Winkel (in Neigungsrichtung des Druckaufbaus), die ein kartesischer Drucker ohne Probleme ohne Supports drucken kann, benötigen bei einem Förderband-Drucker nun Supports.
Zweitens kann der Drucker kontinuierlich und ohne Anwender-Interaktion drucken, da die gedruckten Teile am Ende des Förderbands einfach in einen Auffangbehälter fallen. Dies geschieht, während der Drucker schon längst die nächsten Teile druckt.
Drittens hat man in Richtung des Förderbands quasi eine unbegrenzt große Achse, was sich besonders gut eignet für Objekte, die in einer Dimension extrem viel größer sind.
Der erste bekannte Drucker dieser Art war das erfolgreiche Kickstarter-Projekt Blackbelt 3D, auch der mittlerweile konkurse 3D-Traditionshersteller Printrbot zeigte kurz vor seiner Insolvenz auf Messen Prototypen in der Förderband-Technik. Der 3D-Bastler Karl Brown (Nak3D) entwickelte danach den "White Knight" Förderband-Drucker und stellte die Baupläne unter opensource-Lizenz online. Die chinesische 3D-Influencerin Naomi Wu erschuf daraufhin zusammen mit Karl und Creality3D den CR-30 (auch "Naomi Wu's 3D Print Mill" genannt), den ersten erschwinglichen kommerziellen Förderband-Drucker, welcher im November 2020 als Kickstarter-Kampagne startete.
Roboterarm-3D-Drucker
Es gibt einige 3D-Drucker-Lösungen auf Basis eines gängigen Roboterarms, welcher ja auch jeden Punkt in einem bestimmten 3D-Raum präzise ansteuern kann. Der Arm kann dabei wie ein kleiner von Menschenarmen inspirierter industrieller Roboterarm oder rechtwinklig in X/Y/Z-Richtung ausgelegt sein (obwohl letzteres eigentlich nur eine weitere Variante eines kartesischen Druckers ist). Statt einer beweglichen Greifhand ist am Ende des Arms einfach ein nach unten gerichteter Druckkopf befestigt.
Der Bauraum von Roboterarm-Druckern sieht in der "menschlichen" Arm-Bauweise sehr seltsam aus und entspricht grob einem Kugel-Sektor. Knifflig ist für die Entwickler, die Arm-Bewegung so auszuführen, dass der Arm nicht mit dem bereits gedruckten Objekt kollidiert. Aus diesem Grund ist die rechtwinklig ausgelegte X/Y/Z-Arm-Variante für den 3D-Druck deutlich weiter verbreitet, da es damit keine Kollisionsprobleme gibt und der Bauraum normal kubisch ist, wie bei einem normalen kartesischen Drucker.
Roboterarm-Drucker sind manchmal (z.B. bei Makerarm oder Dobot) multifunktionell ausgeführt, das heisst, dass FDM-3D-Druck nur eine ihrer Nutzungmöglichkeiten ist. Der Druckkopf ist wechselbar und kann z.B. durch eine Greifhand, einen Bohrer, einen Lötkolben oder einen Laser ersetzt werden. Damit kann der Roboterarm dann auch als einfache CNC-Fräse, Platinenbohrer, Bestückungsautomat, zum Löten oder für Laser- bzw. Bohrer-Gravur genutzt werden.
Bowden oder Direct Drive
Ein Aspekt bei der Bauweise, der völlig unabhängig vom Grundaufbau des Druckers ist, ist die Unterscheidung Bowden oder Direct-Drive. Ein Bowden-System trennt den Motor vom Kopf, damit der Kopf leichter und kleiner wird – was weniger Vibrationen und damit schnellere Kopfbewegung möglich macht. Ein guter Vergleich ist der Seilzug (engl. "Bowden") bei einer Kabelbremse oder der Kettenschaltung beim Fahrrad, die am Lenker betätigt werden kann. Die Bewegung wird dann durch einen Schlauch mit Stahlseil auf die Bremse oder Schaltung direkt am Rad übertragen.
Der Kopf eines Bowden-Druckers besteht dann nur noch aus dem Hotend und ist mit dem Motor, der an einer anderen Stelle am Drucker angebracht ist, über einen Teflon-Schlauch verbunden, welcher das Filament transportiert. Direct Drive hat den Motor hingegen direkt am Kopf – was diesen jedoch deutlich schwerer macht.
Ein Bowden-System hat jedoch auch Nachteile. So sind präzise Retraktion und v.a. elastische TPE/Flex-Materialien kniffliger damit als mit Direct-Drive-Systemen. Der Grund ist der lange Schlauch, der bei der Kopfbewegung auch das Filament im Schlauch etwas hin- und herbewegt. In diesem kann sich elastisches Filament aufgrund der Länge dann auch mehr dehnen und stauchen.
Schnelle und großformatige 3D-Drucker nutzen aufgrund des schneller beweglichen Kopfes gerne ein Bowden-System, insbesondere bei Delta-Druckern ist es quasi standard. Bei kleineren Druckern, insbesondere kartesischen, ist hingegen Direct Drive der Standard.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.