Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
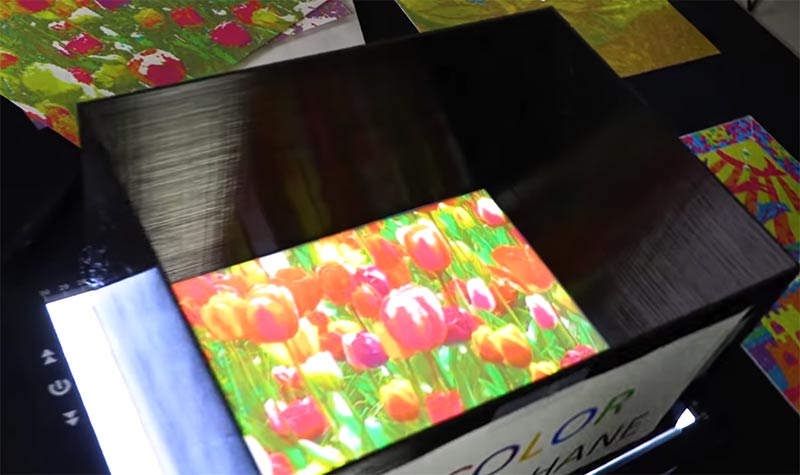
Nachdem die Prusa MMU den Druck in Farbe ermöglicht, hatten wir die Idee, die beliebten Lithophanien in Farbe auszudrucken. Nur wie bewerkstelligt man dies? Ein interessanter Ansatz ist dieser hier, der auch auf Lithophanemaker.com für jeden Anwender, der über einen farbfähigen 3D-Drucker verfügt, nutzbar ist - vom Macher der Webseite wird dies jedoch noch als "experimentell" bezeichnet. Dabei druckt man die Lithophanie flach und in weiß und fügt an der Unterseite einige wenige sehr dünne (d.h. halbdurchsichtige) Schichten farbiges Filament ein, das in kleinen Quadraten die Farbe des Bildes nachbildet. Durch die Farbmischung mehrerer Schichten sind so extrem viele Farben möglich. Für Echtfarb-Druck sind Cyan, Magenta und Gelb natürlich, wie im Druck üblich, die optimalen Farben, Lithophanemaker.com empfiehlt hierfür bestimmte PLA-Filamente diverser Hersteller, auf die die Farb-Abbildung optimiert ist. Bei der Betrachtung gegen das Licht färben die dünnen Farbschichten die Lithophanie dann an den entsprechenden Stellen mit der gewünschten Farbe ein, der Effekt ist schon durchaus beeindruckend.
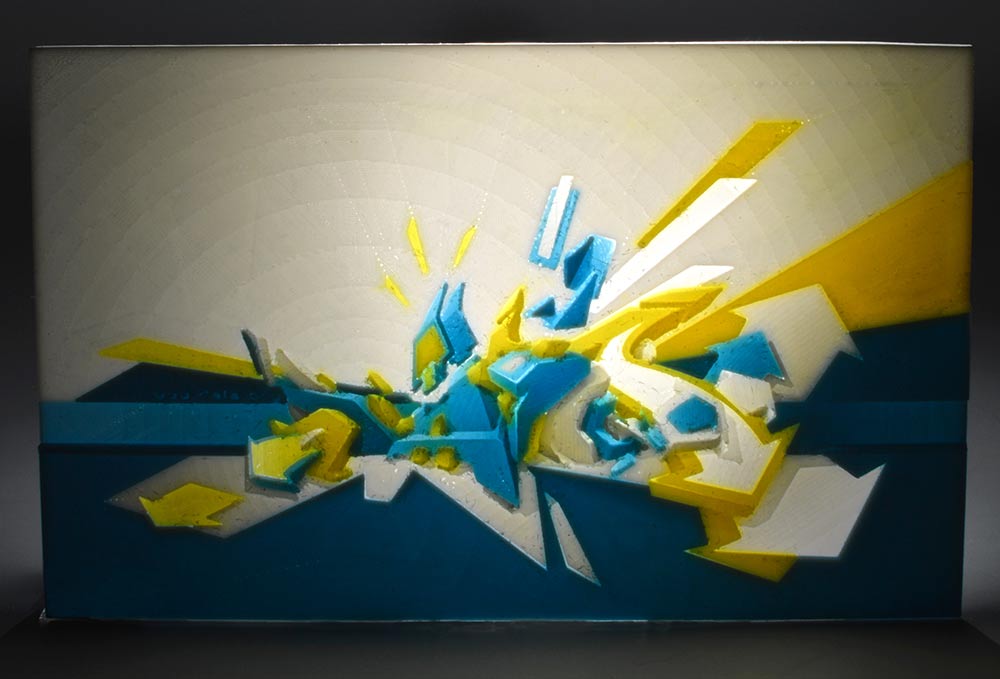
Obwohl wir mit diesem Farb-Litho-Ansatz auch experimentieren werden, war dieser für unser Projekt, ein farbiges Graffiti des bekannten Graffitikünstlers DAIM auszudrucken, eher ungeeignet. Denn die saubere scharfkantige Trennung der Farben und die Abbildung von Farbverläufen lässt bei dieser Technik doch zu wünschen übrig - außerdem brauchen wir für dieses Graffiti keine Echtfarben, sondern nur drei Basisfarben.
Vollfarb-Lithophanie mit mehreren CMY-"Einfärbe"-Schichten ganz unten.
Der Plan war also, die blauen und gelben Farbbereiche des Graffitis händisch in Adobe Photoshop und Illustrator zu vektorisieren, um dann daraus Masken zu erstellen. Mit diesen in 3D extrudierten Masken wollten wir dann per boolscher Operation aus dem ganz traditionell monochrom mit diesem Webservice erstellten Lithophanie-Modell die Farbbereiche als Einzel-Modelle extrahieren, um dann 3 STLs zu haben, die wir mit unserem Prusa i3 MK3 mit MMU2 im normalen Farbdruck drucken können (wichtig wie bei jedem Farbdruck: Die Einzelteile müssen deckungsgleiche Nullpunkte haben!). Soweit der Plan. Womit wir jedoch nicht gerechnet hatten, war, dass die von Blender selbst per Pfad-Extrusion erstellten und einwandfrei aussehenden 3D-Masken bei boolschen Operationen fehlerhafte Ergebnisse lieferten - und auch ein Reparieren der Modelle via Netfabb brachte hier keine Linderung. Wir probierten deshalb, die Vektormasken stattdessen in Photoshop zu extrudieren (3D/Neue 3D-Extrusion aus ausgewähltem Pfad) und als STL zu exportieren (Druck-Button-Icon bei "Eigenschaften" mit unter "3D" ausgewählter Szene). Dies brachte gottseidank beim boolschen Verrechnen mit dem monochromen Litho-Modell die gewünschten Ergebnisse - jedoch auch erst nach einer Reparatur der Photoshop-STLs in Netfabb.
Die händisch erstellte Vektormaske der Farblithophanie mit den drei Farbbereichen als SVG
Flachdruck und Lithophanien
Da Z-Höhe beim MMU-Druck dramatisch die Druckzeit erhöht, planten wir (wie die Farb-Lithophanien von Lithophanemaker.com), die Lithophanie flach zu drucken. Flacher Druck ist grundsätzlich jedoch eher schlecht für Lithophanien, da die Z-Auflösung eines FDM-Druckers immer geringer ist als die X/Y-Auflösung. Deshalb zeigen sich die einzelnen Schichten bei Verläufen im Flachdruck als harte Treppchen, und je dicker die Schichten sind, umso schlimmer die Treppchen. In X/Y-Richtung gedruckt ist der Übergang bei Verläufen hingegen fließend, deshalb gibt es hier keine Treppchen. Beim flachen Litho-Druck ist es also essentiell wichtig, mit so dünnen Schichten wie maximal möglich zu drucken, wir entschieden uns für unseren ersten Versuch für 0.04mm dünne Schichten, um die hier erklärte 0.04mm "magic numbers"-Schichtdicke einzuhalten.
Ein zusätzliches Problem ist, dass die Stellen, an denen sich die Außenschichten mit dem Füllmuster überlappen, etwas dunkler sind und deshalb gegen das Licht einen hässlichen Saum bilden. Durch das Füllmuster "concentric" kann zumindest dieser Effekt verhindert werden. Dieses Füllmuster hat jedoch wiederum andere Probleme, z.B. kleine Löcher bei sehr spitzen Ecken, da die Linie irgendwann zu dünn wird, als dass der Drucker sie abbilden kann.
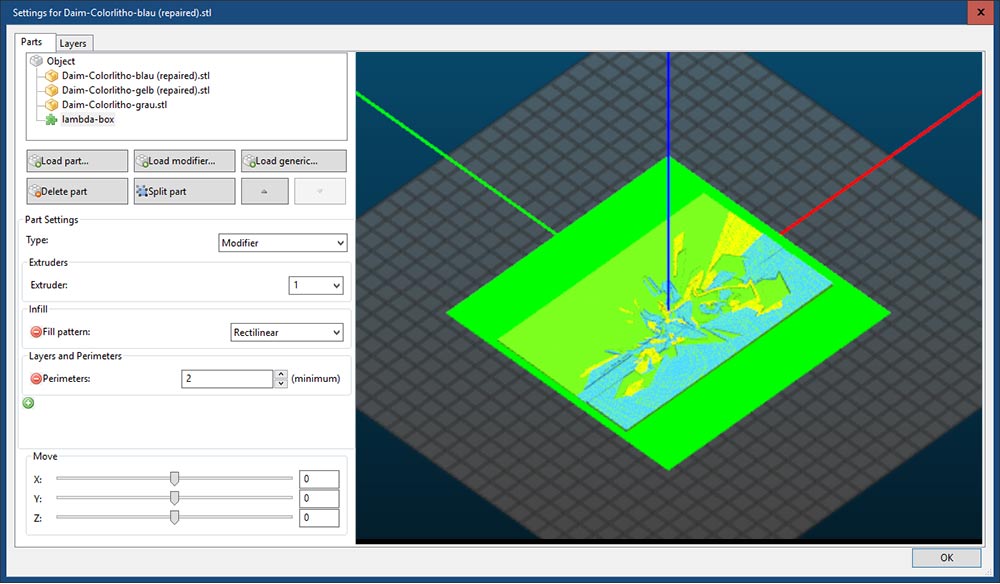
Die erwähnten spitzen Ecken stellten ein zusätzliches Problem dar, das sich in einem ersten Testdruck zeigte: Es gab kleine Löcher bei Farbübergängen, insbesondere bei feinen Details mit spitzen Winkeln, die bei der Gegenlichtbetrachtung der Lithophanie sehr störend wirken - wer schonmal eine vertikal stehende Lithophanie zu dünn gedruckt hat, so dass die dünnsten Stellen nur aus einer Schicht (statt zwei, wie ideal) bestehen, kennt das Problem. Außerdem sind die gewählten Farben AMPERTEC hellblau und sonnengelb doch deutlich undurchsichtiger als weiß. Um beide Probleme in einem Aufwasch zu lösen, beschlossen wir, die untersten Schichten, bei denen die Lithophanie selbst noch nicht sichtbar ist, in solidem weiß mit 100% "rectlinear" Füllmuster zu drucken, um potentielle Löcher garantiert zu schließen. Was nebenbei auch die Druckzeit verringerte, und noch viel mehr, als wir durch die variable Schichtdicke diese untersten schichten viel dicker als 0.04mm machten. Da wir den erneuten Horror der fehlerhaften boolschen Operationen in Blender scheuten und an den STLs nichts mehr verändern wollten, haben wir dies mit einem in Slic3r erstellten Lambda-Modifier-Block in Lithophanie-Größe bewerkstelligt, dem wir ein eigenes Füllmuster (rectlinear) und die weiße Farbe zuwiesen. Diesen verschoben wir dann so lange in Z-Höhe, bis exakt eine Schicht bevor die ersten "Löcher" der Lithophanie in den Schichten erkennbar sind, die erste Schicht in 3 Farben gedruckt wird. Diese erste 100% solide Schicht ist nötig, damit gelbe und blaue Bildteile an ihrer dünnsten (d.h. hellsten) Stelle nicht weiß gedruckt werden.
Zusätzlich haben wir bemerkt, dass eine leichte Erhöhung der Flußrate (Flow rate bei den Tune-Einstellungen am Drucker selbst bzw. "Extrusion Multiplier" in Slic3r bei den Filament-Einstellungen) auf 103% (bzw. 1.03 Multiplier) die Löcher durch die spitzen Winkel etwas reduziert.
Die letzte Maßnahme, um im flachen Druck das beste Ergebnis zu erzielen, war eine Reduktion der Extrusionsbreite (Print Settings/Advanced) auf unter 0.4mm. Durch diesen Trick bemerkten wir schon bei früheren Projekten, dass erstens die Oberflächen glatter werden, zweitens spitze Winkel und Ecken besser gedruckt werden und drittens feinste Details besser herauskommen. Wir entschieden uns für eine Extrusionsbreite von 0.36mm.
Zusammengefasst wählten wir für den Flach-Druck die folgenden Einstellungen: Prusa High Quality Basisprofil, 0.04mm Schichtdicke, erste Schicht 0.2mm, 100% concentric Infill, Perimeter-Anzahl ist egal bei concentric Infill, 0.36m Extrusionsbreite für alles, 1.03 Extrusion Multiplier - plus Modifier-Block mit weißer Farbe und rectlinear-Infill.
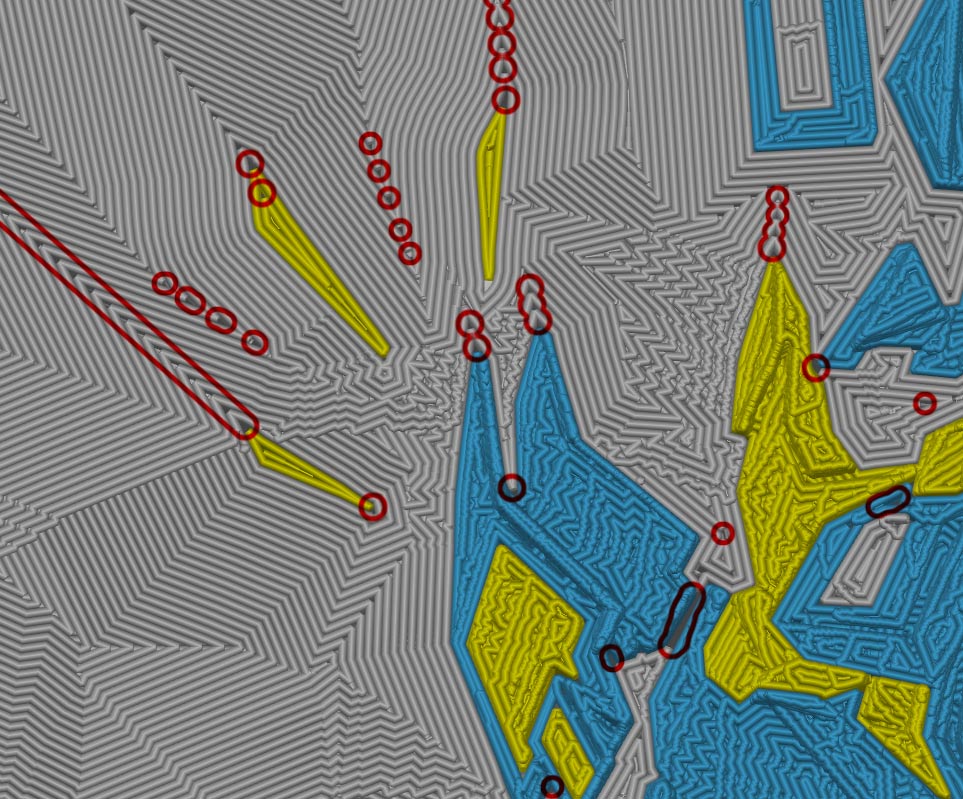
Eine reduzierte Extrusionsbreite macht schönere Kanten, glattere Oberflächen und druckt Details (Linie unten, R Zentrum), die eigentlich zu dünn zum Drucken wärenProblematische Löcher im Druck sind rot markiert
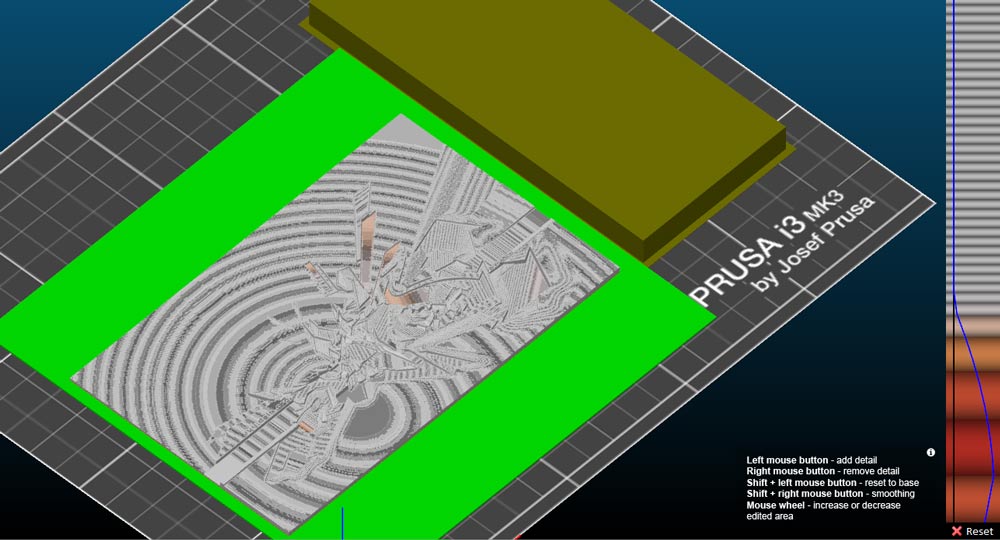
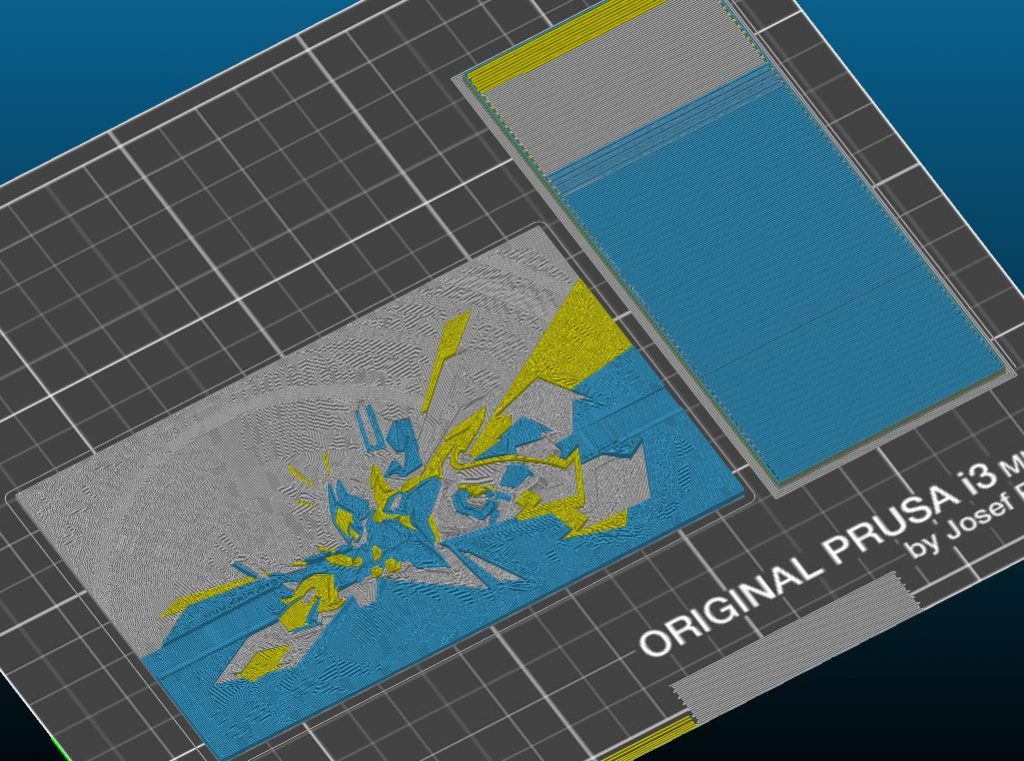
Einfärben und solides Drucken der untersten Schichten via Slic3r-Lambda-ModifierModell vor dem Slicen mit variabler SchichtdickeDie zum Druck vorbereitete dreifarbige Lithophanie
Das Ergebnis
Die resultierende Datei brauchte in 60% Größe (14x9cm) flach gedruckt rund 8 Stunden zum Druck - was absolut im Rahmen ist, eine monochrome Lithophanie in der Größe in dünner Schichtdicke (0.08/0.12mm Schichten) benötigt vertikal gedruckt etwa 5-6 Stunden. Die Stufen bei den Farbverläufen sind oben zwar immer noch sichtbar, aber durch die ultra-dünnen Schichten deutllich reduziert, und dank concentric Infill haben sie auch keinen Saum am Rand.
Wir werden dennoch versuchen, die Farb-Lithophanie auch vertikal auszudrucken, dort werden wir allerdings wahrscheinlich auf den Modifier verzichten und lieber die gesamte Lithophanie dünner ausdrucken - was für den Flach-Druck natürlich auch eine Möglichkeit ist: Den soliden weißen Teil unten weglassen (bzw. abschneiden) und gleich die erste Schicht (in der Regel 0.2mm) als erste farbige "Träger-Schicht" ausdrucken.
Eine 14x9cm große flach gedruckte Farb-Lithophanie
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.