Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
An 3D-Drucker-Zubehör gibt es neben dem Filament noch jede Menge weiteres Zubehör. Dinge, die der ambitionierte 3D-Drucker im Druckbetrieb oder zur Wartung, Pflege oder Verbesserung des 3D-Druckers benötigt. Manches davon erleichtert "nur" den Betrieb, anderes ist in gewissen Situationen unverzichtbar. Wir stellen ihnen gängiges und praktisches 3D-Drucker-Zubehör vor.
Unter diesem Überbegriff fassen wir alles Zubehör zusammen, was die Haftung auf dem Heizbett (bzw. der unbeheizten Druckunterlage) betrifft. Ablösungen beim Druck, entweder mittendrin oder schon bei der ersten Schicht, sind ein immer wiederkehrendes Problem. Insbesondere deswegen, weil verschiedene Materialien und Druckbett-Lösungen unterschiedliche Haftungsansätze benötigen und jeder Drucker anders ist.
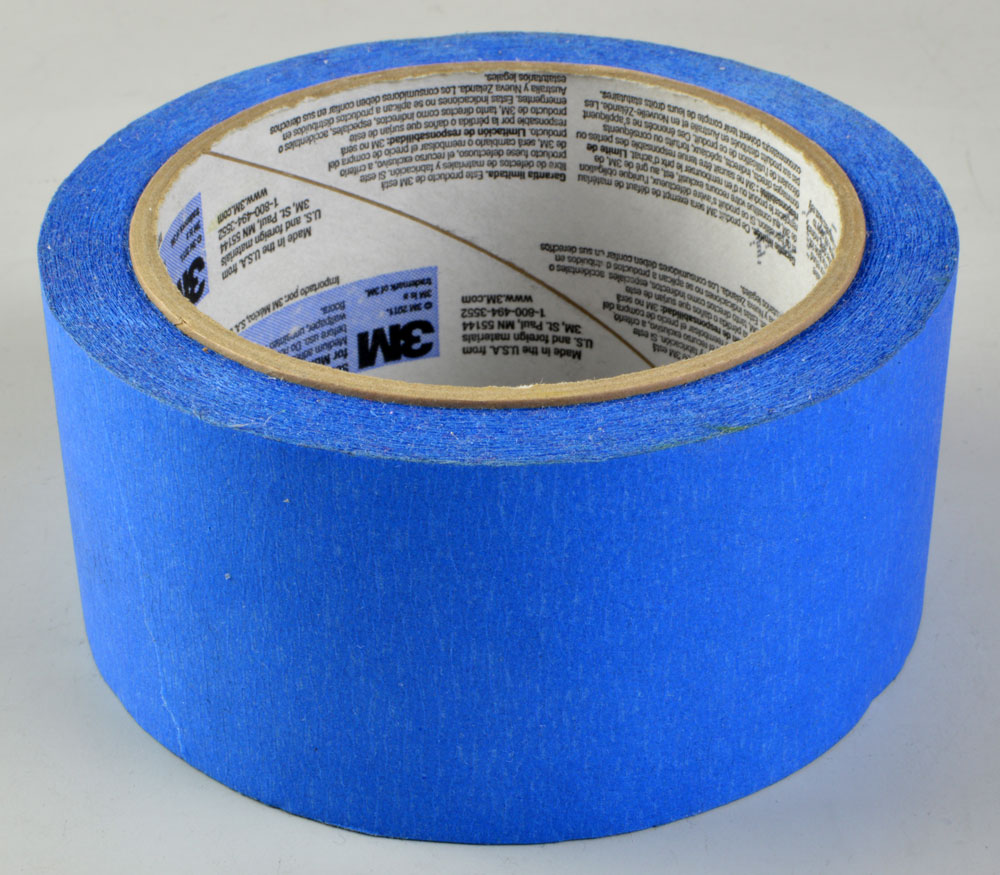
Malerkrepp / 3M/Scotch Blue Tape
Für PLA, TPU und teilweise auch ABS und PETG hilft ein Bekleben des Druckbettes mit Malerkrepp oder Blue Tape. Die Haftung mit normalem Krepp-Band ist schon recht gut, mit Blue Tape ist sie noch etwas besser. Denn Blue Tape wurde für die Industrie entwickelt und ist hitzestabil bis 120°C. Mit der Zeit wird das Klebeband löchrig oder haftet nicht mehr richtig, dann entfernt man die entsprechenden Bahnen einfach und zieht neue auf. Ein Vorteil beim Klebeband ist, dass es Schrumpfungen bei Abkühlung mitmacht, ohne dass der Druck sich ablöst. Darüberhinaus ist es sehr günstig.
PEI- oder Buildtak-Folie
Hier handelt es sich um speziell für den 3D-Druck optimierte direkt aufs Heizbett (oder die Glasplatte) aufklebbare Folien bzw. ab Werk aufgebrachte Beschichtungen. Auf diesen haftet der Druck bombenfest. Wichtig: Der für PEI-Klebefolien verwendete Kleber sollte temperaturstabil sein und Temperaturen jenseits der 120°C aushalten. Sonst ist man bei den Druckmaterialien eingeschränkt. Doch Vorsicht: Wenn der Druck zu gut haftet, macht er keine Schrumpfung bei Abkühlung mit und kann bei Ablösung Teile der Beschichtung herausreissen. Für manche Materialien ist deshalb der Einsatz von Klebestift angeraten, um eine Separatorenschicht aufzutragen, die eine Beschädigung der Haft.Schicht verhindert:
Klebestift (PVA-basiert)
Ein Standard-Klebestift wie man ihn im Schreibwarenhandel bekommt. Wichtig: Er sollte auf PVA (Polyvinylalkohol)-Basis und lösungsmittelfrei sein, da sich dies ideal für den 3D-Druck eignet. Gut funktionieren z.B. UHU- oder TESA-Klebestifte, Pritt-Stifte hingegen nicht. Einfach eine Schicht des Klebers auf das Druckbett auftragen, und schon gelingt der Druck ohne Ablösung. Klebestift macht Schrumpfungen mit, das ist von Vorteil wenn Sie mit Ablösungen wegen Schrumpfung bei ABS oder ASA kämpfen. Dann ist der Klebestift ein patentes Mittel, damit der Druck sich horizontal auf dem Druckbett verschieben kann bei der Schrumpfung. Dabei löst er sich jedoch vertikal nicht ab.
Klebestift fungiert zusätzlich als Separator bei zu guter Haftung, z.B. bei PETG-Druck auf PEI. So können Sie den Druck einfach vom Druckbett lösen, ohne die Haft-Beschichtung zu beschädigen.
Lochraster-Board / Perfboard
Dies ist ein Haftungsansatz, der üblicherweise bei 3D-Druckern ohne Heizbett verwendet wird. Malerkrepp und 3M Blue Tape eignen sich dafür auch. Es handelt sich dabei um ein Board, üblicherweise aus temperaturstabilem Kunststoff, In dessen vielen kleinen Vertiefungen der Druck haften bleibt.
Carbonfaserplatten
Auf diesen Druckplatten haftet der Druck ebenfalls sehr gut, sie sind auch extrem hart und hitzeresistent. Die Oberfläche ist allerdings nicht ganz glatt sondern eher rauh.
Borosilikat-Glas
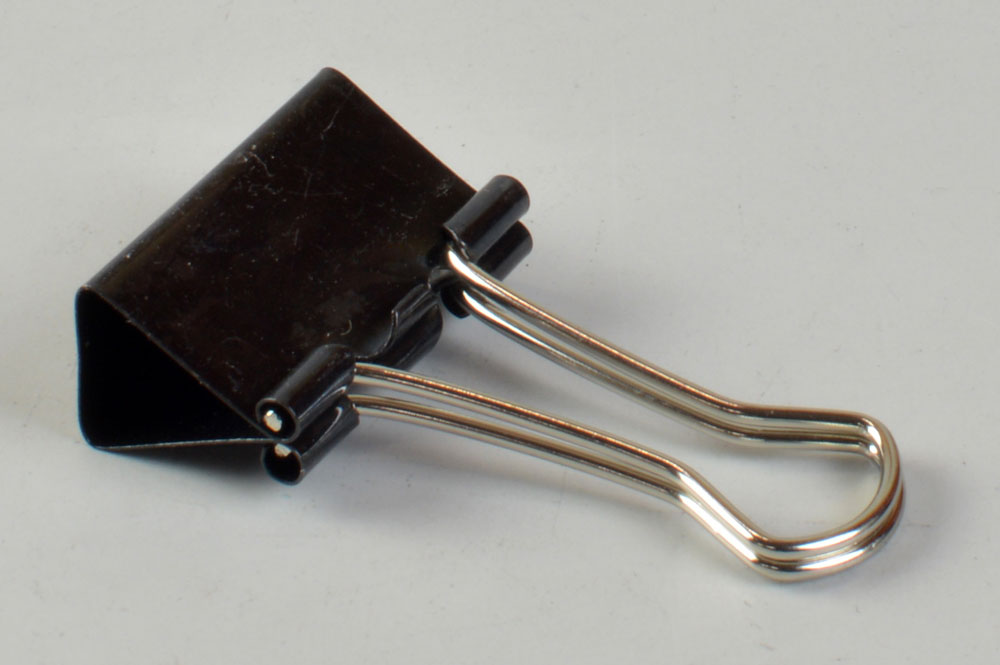
Wer ultraglatte Bodenflächen will, muss auf Glas drucken. Borosilikat-Glas ist hier sehr beliebt. Üblicherweise wird für den ABS-Druck gerne zusätzlich auf eine Beklebung mit (glattem) temperaturstabilen Kapton-Tape zurückgegriffen, welches die ABS-Schrumpfung mitmacht. Von einigen Herstellern gibt es auch spezielles 3D-Druckbett-Glas mit PEI-Haftbeschichtung. Manche Anwender schwören auch darauf, das Glas mit Schmirgelpapier aufzurauhen, das verbessert die Haftung. Andere schwören auf Haarspray oder "ABS-Saft". Sehr beliebt ist es auch, die Glasplatte mit Binder-Klammern auf dem Heizbett festzuklemmen.
Kapton-Band
Dieses temperaturstabile orange-transparente Klebeband wird üblicherweise auf Glasplatten oder Aluminium-Heizbetten aufgeklebt und hilft primär gegen schrumpfungsbedingte Ablösung (z.B. ABS, Nylon, HIPS oder ASA).
ABS-Saft
Obwohl es Hersteller gibt, die "ABS-Saft" in Flaschen verkaufen, kann man diesen sehr einfach herstellen: Schütten Sie etwas Aceton in ein Einmachglas und legen Sie ein paar kurze Stücke ABS-Filament hinein. Das ganze mit Deckel darauf kräftig schütteln - oder einfach abwarten, bis sich das ABS aufgelöst hat. Vor dem Druck mit ABS oder ASA einfach eine Schicht ABS-Saft aufs Druckbett auftragen. Schon löst sich nichts mehr ab. Doch Vorsicht: Bitte nur auf dafür geeigneten Druckunterlagen, z.B. Glas oder Aluminium, verwenden, ABS-Saft ist völlig ungeeignet für 3M Blue Tape/Malerkrepp und das Aceton löst auf Dauer auch PEI-Beschichtungen auf (die PEI-Löslichkeit von Aceton nimmt mit der Temperatur rapide zu!).
Holzleim + Wasser
Viele Anwender schwören auf eine Holzleim/Wasser-Mischung (im Volumenverhältnis 1:2 bis 1:5 Leim zu Wasser), die vor dem Druck mittels Pinsel oder Tuch in einer dünnen Schicht aufs Druckbett aufgetragen wird und erst trocknen sollte vor dem Druck. Vorsicht: Bitte nur wasserfesten Holzleim (z.B. Ponal) nehmen! Diese Lösung bietet nur Haftung bei PLA und PETG, für ABS ist sie nicht geeignet.
Haarspray / 3D lac
Ein Haftungs-Ansatz für ABS-Druck aus den frühen Tagen des 3D-Drucks. Inzwischen etwas aus der Mode gekommen, aber bei hartnäckigen Ablösungsproblemen dennoch einen Versuch wert: Haarspray aufs Druckbett (ganz normales, ohne Anti-Klebe-Zusätze). Dieses eignet sich primär für Glas- oder Aluminium-Betten und ist eine Alternative zu ABS-Saft. Haarspray gehört zu den "weichen" Haftungs-Strategien ähnlich wie Klebestift oder ABS-Saft. Diese machen temperaturbedingte Schrumpfungen horizontal mit, halten den Druck aber vertikal auf dem Druckbett. Es gibt auch ein spezielles Spray für 3D-Druck namens 3D lac.
Isopropyl-Alkohol / Isopropanol
Oft genug ist der Grund für Ablösungen beim Druck einfach nur ein verschmutztes Druckbett. Rückstände von vorherigen Drucken, alter Klebestift/ABS-Saft oder einfach nur Fingertappser können schon dazu führen, dass der Druck auf vielen Unterlagen nicht mehr perfekt haftet. Dagegen empfiehlt sich eine regelmäßige Reinigung des Druckbetts mit Isopropylalkohol (Ethanol geht zur Not auch). Mit diesem kann man auch Klebestiftrückstände und ABS-Saft vom Druckbett entfernen. Isopropanol (englisch gerne auch IPA genannt) greift keine Beschichtungen (z.B. PEI) an. Er ist aber nicht dauerhaft für "saugfähige" Unterlagen wie Blue Tape/Malerkrepp geeignet.
Man kann den sich schnell verflüchtigenden Isopropanol auf manchen Untergründen auch dazu verwenden, bombenfest haftende Drucke vom Druckbett zu lösen: Einfach etwas davon an den Rand des Drucks schütten, durch den Kapillareffekt zieht die Flüssigkeit unter den Druck ein und löst ihn so vom Bett. Zu guter letzt benötigt man Isopropanol auch zur Reinigung von Harz/Resin-basierten Stereolithographie-(SLA)-Drucken. Tip: Das Druckbett am besten in kaltem Zustand mit Isopropanol reinigen. Denn dann ist die Säuberungswirkung aufgrund der längeren Verflüchtigungsdauer besser.
Aceton
Für die Säuberung des Druckbettes von etwas hartnäckigeren Rückständen, gegen die Isopropanol nicht hilft. Aceton kann auf "nackten" Glas- und Aluminium-Heizbetten jederzeit verwendet werden. Bei Malerkrepp/Blue Tape sollten Sie es jedoch gar nicht und bei PEI-beschichteten Druckbetten nur dann einsetzen, wenn eine Isopropanol-Reinigung nichts bringt. Der Grund: Aceton reibt bei dauerhaftem Einsatz die PEI-Beschichtung ab. Vorsicht: Aceton zur Reinigung von PEI-beschichteten Druckbetten nur bei kaltem Bett verwenden, da es die PEI-Beschichtung bei über 50°C sofort auflöst.
Aceton hat auch weitere praktische Einsatzzwecke: So kann man damit z.B. auch ABS- und ASA-Drucke nachträglich glätten ("vapor smoothing") oder dreckige Hotends durch Einlegen wieder sauber bekommen.
Klimakammer
Einige der Materialien mit einem Schmelzpunkt jenseits der 220°C sind äußerst empfindlich für Temperaturschwankungen. D.h. sie profitieren beim Druck von konstant gehaltener Umgebungstemperatur. Schon ein Luftzug durch eine geöffnete Türe kann z.B. dazu führen, dass ein ABS-Druck Risse kriegt oder sich vom Druckbett löst. Je höher die zum Druck notwendige Temperatur, umso wichtiger ist eine konstante Umgebungstemperatur. Eine Klimakammer (d.h. einfach nur ein geschlossener Bauraum) hilft, die Temperatur konstant zu halten - und hoch, denn je geringer die Temperaturdifferenz zwischen Umgebung, Heizbett und Hotend ist, umso problemloser geht der Druck mit Hochtemperatur-Materialien. Es gibt kommerzielle Nachrüst-Lösungen für Drucker, die ab Werk keine integrierte Klimakammer haben. Auch sehr beliebt sind Klimakammern basierend auf den günstigen und überall verfügbaren IKEA Lack-Tischen oder auch der Betrieb in zusammenfaltbaren Objektfotografie-Würfeln aus Stoff. Ein weiterer Vorteil einer Klimakammer ist, dass sie auch unangenehme Gerüche und Ausdünstungen beim Druck (z.B. von ABS) "einsperrt".
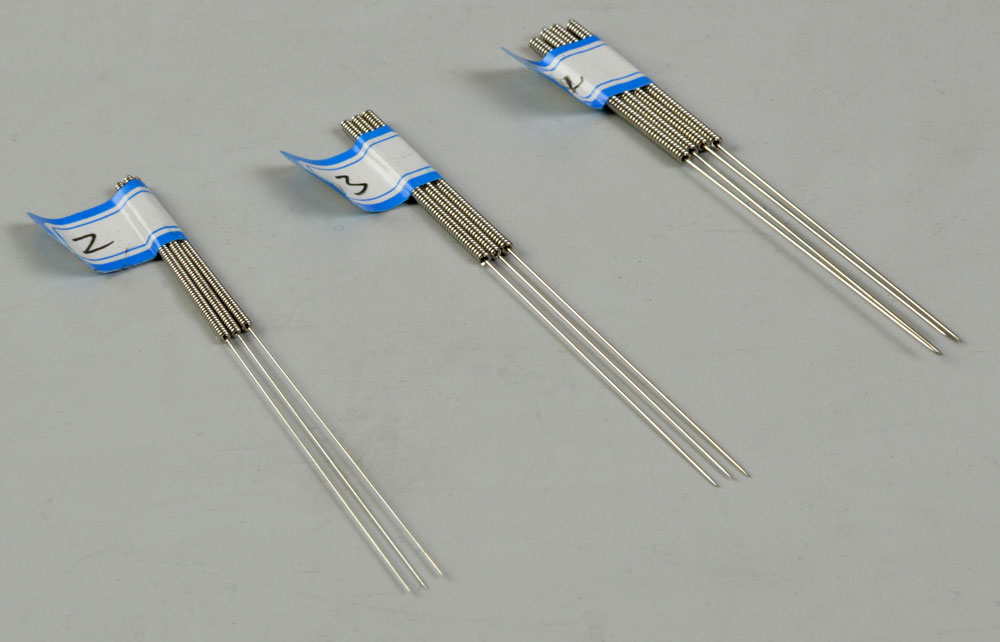
3M Blue Tape für bessere Druck-HaftungBinder-Klammer zum Fixieren einer Glasplatte auf dem HeizbettHitzestabiles Kapton-Band hilft bei elektrischer Isolation, Klebearbeiten am Hotend oder besserer Haftung, insbesondere von ABS auf Glas-BettenFlexible Akupunkturnadeln zur Nozzle-Reinigung in 0.2, 0.3 und 0.4 mm Durchmesser
Wartungs-Zubehör
Einiges vom oben genannten Haftungs-Zubehör dient streng genommen auch gleichzeitig der Wartung, gemeint sind Isopropanol und Aceton. Aber es gibt auch vieles weiteres Zubehör, das die Pflege des 3D-Druckers erleichtert - oder bei Dienstverweigerung schnell wieder flott macht.
Akupunkturnadeln
Nadeln in Nozzle-Durchmesser (0.25 - 1mm), die biegsam und unzerbrechlich sind und sich ideal dafür eignen, verstopfte Spitzen wieder frei zu bekommen. Das Einführen von unten ins heiße Nozzle erfordert jedoch eine ruhige Hand. Sie sollten dabei auch sehr vorsichtig sein, damit Sie sich nicht verbrennen.
Mikro-Bohrer
Diese superdünnen Bohrer mit Nozzle-Durchmessern (0.25-1mm) sind ebenfalls zum Freibekommen verstopfter Spitzen gedacht. Der Nachteil, weswegen wir sie nicht empfehlen und stattdessen Akupunkturnadeln: Sie sind hart und brechen extrem leicht. D.h. wenn man nicht sehr vorsichtig ist, bricht der Bohrer ab und bleibt im Hotend stecken.
Reinigungs-Filament
Reinigungs-Filament kann man zum Säubern eines teilweise verstopften Hotends verwenden. Einfach ein paar Meter davon extrudieren, und Rückstände im Hotend lösen sich und werden mit extrudiert. Grundsätzlich ist es ratsam, ab und zu mal ein paar Meter Reinigungsfilament zu extrudieren, insbesondere beim Wechsel zwischen unterschiedlichen Materialien oder bei der Verwendung von Materialien mit Partikeln (z.B. Holz, Metall, Stein o.ä.).
Wenn gar nichts mehr durchs Hotend kommt, hilft nur noch Akupunkturnadel, Inbusschlüssel oder der sogenannte "Cold Pull", den man mit Reinigungsfilament oder PLA machen sollte. Dabei heizt man das Hotend auf 200°C auf, schiebt das Filament so weit es geht ins Hotend, lässt das Hotend wieder auf ca. 90°C abkühlen und reißt das zähe Filament "mit Schmackes" oben aus dem Hotend (deshalb nennen viele diese Methode auch "atomic method"). Perfekt funktioniert hat der Cold Pull dann, wenn am Ende des Filaments ein Pfropfen zu sehen ist, der etwas dicker ist als das Ursprungsfilament und der mit einer konischen Spitze (das untere Ende des Nozzles von innen) endet. Ist das verwendete Filament weiss, transparent oder hell, sieht man im Idealfall sogar die Rückstandspartikel, die das Hotend blockiert haben, welche mit dem PLA/Reinigungsfilament mit herausgerissen wurden (siehe Bild unten).
Lithium-Seifen-Fett
Lithium(seifen)fett (engl. lithium grease) ist das bevorzugte Schmiermittel für 3D-Drucker, da es sich ideal zum Schmieren von Metall eignet, nicht-rostend und wasserabweisend ist. Sowohl Trapezgewindespindeln, Führungsstangen, Kugel/Gleitlager wie auch Zahnräder im 3D-Drucker sollten -wenn nötig- mit Lithium-Seifen-Fett geschmiert werden - bitte kein WD-40 verwenden! Öl-basierende Schmiermittel sind grundsätzlich nicht für offenstehende Gerätschaften wie einen 3D-Drucker gedacht, denn Sie ziehen Staub aus der Luft "magisch" an und verstopfen damit auf Dauer die Kugel/Gleitlager. WD-40 reagiert zudem mit Metall, da es rostlösend wirkt, und ist damit extrem ungeeignet für 3D-Drucker! Ebenfalls wichtig: Die Schmiere vorsichtig auftragen, nicht zuviel Fett verwenden, sondern gerade soviel wie nötig, damit alles sauber läuft! Es gilt hierbei nicht "viel hilft viel"!
Viele 3D-Drucker empfehlen auch ein dünnflüssiges Öl (sehr beliebt: Nähmaschinen-Öl) oder Teflon- bzw. Silikon-Spray.
Teflon-Band
Das dünne weiße Teflon-Band können Sie um Gewinde im Hotend wickeln, um zu verhindern, dass ihr Hotend flüssiges Filament "leckt". Dies kann nämlich leicht passieren, wenn die Düsenhals- und Nozzle-Gewinde nicht exakt richtig angezogen sind oder sich mit der Zeit lockern. Doch Vorsicht beim Druck über 240°C - denken Sie daran, dass Teflon ab dieser Temperatur langsam weich wird und schädliche Gase emittiert! Für Vollmetall-Hotend, mit denen man üblicherweise über 250°C druckt, sollte man deshalb kein Teflonband einsetzen und stattdessen das Hotend im heißen Zustand festschrauben.
Ersatzteile
Da ein 3D-Drucker im Dauerbetrieb zwangsläufig verschleißt, da das Prozedere nunmal eine sehr mechanisch anspruchsvolle Tätigkeit mit sehr viel Bewegung ist, sollte man gewisse günstige Teile, die gerne mal ausleiern oder kaputt gehen vorrätig haben, damit man nicht erst auf die Ersatzteil-Lieferung warten muss, um weiter zu drucken. Hierzu gehören z.B. Hotend-Bauteile (entweder ganze Hotends kaufen, mit Alublock, Heizelement, Thermistor, Nozzle und Düsenhals ("Throat") - oder die Teile einzeln), Gleitlager, Zahnriemen (am besten glasfaserverstärkt!), Umlenkrollen, Kugellager und (sofern verwendet) zusätzliche Heizbett-Haft-Klebefolien. Alle diese Teile kosten nur wenige Euro, und der Ärger, wenn man dringend etwas drucken muss und der Drucker den Dienst verweigert oder unsauber druckt, ist ungleich größer als deren Anschaffungskosten.
Erfolgreicher "Cold Pull" mit PLA - rechts die dickere Spitze mit konischem EndeEin 0.4mm Mikrobohrer zum Freibekommen verstopfter NozzlesIGUS DryLin-Gleitlager und LM8UU-Linear-Kugellager zum reibungslosen GleitenGünstiges Izokee MK8 Hotend mit 0.4mm Nozzle und 40W-HeizelementEin Düsenhals ("Throat") mit Teflon-Röhrchen fürs Hotend6mm breiter glasfaserverstärkter GT2-Zahnriemen mit 2mm Zahnabstand
Silikonsocke zur Isolation für E3D V6 Hotends
Allgemeines Druck-Zubehör
Unter diesem Überbegriff fassen wir Zubehör zusammen, das den 3D-Druck erleichtert, den Drucker verbessert oder das zur Grundausstattung gehört.
Hotend-Silikonsocken
Silikonsocken umhüllen den Alublock des Heizelements. Dies hat zahlreiche Vorteile: 1) verdrecken Heizblock und Nozzle nicht so leicht (da Rückstände vom Druck außen an der Socke bleiben), 2) heizt das Hotend dann schneller auf dank thermischer Isolation, 3) hält das Hotend die Temperatur konstanter, 4) ist die maximal erreichbare Temperatur etwas höher. Manche Drucker nutzen zur thermischen Isolation stattdessen auch ein feuerfestes Glasfasergewebe, das mit Kapton-Tape um den Alublock gewickelt wird.
Heizbett-Isolation
>Viele Heizbetten, insbesondere besonders große oder die günstiger Drucker-Kits, erreichen nicht einmal 100 Grad Temperatur. Damit eignen sie sich nicht zum Druck von Materialien, die Heizbett-Temperaturen deutlich darüber zum Druck benötigen. Oftmals ist nicht das Heizbett selbst, sondern mangelhafte thermische Isolation das Problem, weswegen einige Anwender ihre Heizbetten nachträglich von unten isolieren. Sehr beliebt sind dafür Kork-, Glasfaser- oder Silikon-Matten, denn diese sind auch ziemlich feuerfest. Einige Anwender verwenden dafür auch einige Lagen Karton-Wellpappe, wovon wir allerdings wegen der leichten Entflammbarkeit abraten. Zusätzlich zur thermischen Isolation kann man auch die Wärmestrahlung nach unten abschirmen, z.B. durch Aluminium-Klebeband (vorsicht vor eventuellen Kurzschlüssen bei exponierten Kontakten - wenn nötig eine Schicht Kapton-Band darunter legen! Auch die thermische Stabilität des Klebers berücksichtigen!). Das Resultat ist fast immer erstaunlich: Ein Heizbett, das deutlich höhere Temperaturen erreicht und diese konstanter halten kann - und das auch noch merkbar schneller aufheizt.
USB-Kabel
Nahezu jeder 3D-Drucker unterstützt neben SD-Karte auch den direkten Anschluss an den PC mittels USB. Für einige Einsatzzwecke ist dieser sogar zwingend nötig, z.B. für ein Firmwareupdate oder den Direkt-Kommandobetrieb via Pronterface, der z.B. beim Kalibrieren des Hotends oder PID-Tuning von Hotend und Heizbett verwendet wird. Deshalb sollte man ein USB-Kabel immer griffbereit haben - je nach Drucker mit passender USB-A-, Mini-USB- oder Micro-USB-Buchse am Drucker-Ende.
Raspberry Pi + OctoPi
Der Betrieb eines 3D-Druckers mit via USB angeschlossenem supergünstigen Raspberry-Pi Mikrocomputer, ausgestattet mit USB-Webcam, Internetanschluss und einer speziellen Linux-Variante namens OctoPi, ist bei 3D-Druck-Enthusiasten sehr beliebt. So kann man 3D-Modelle übers Netzwerk oder Internet auf den Drucker laden, vom OctoPi slicen und drucken lassen und dabei via Webcam zuschauen, ob der Druck auch reibungslos funktioniert bzw. wie weit dieser schon ist - oder ihn gegebenenfalls abbrechen.
Aluminium-Klebeband hilft bei der Isolation
Werkzeuge
Welches Werkzeug sollte der 3D-Drucker immer griffbereit haben? Und was braucht man wofür? Wir verraten es Ihnen.
Inbus, Gabelschlüssel und Schraubenzieher
Sollte man in den für den Drucker passenden Größen immer griffbereit haben (manche Anwender drucken sich sogar Halterungen, um diese am Drucker selbst zu befestigen). Dies ist praktisch, egal ob man einen Teil des Druckers zerlegen, Schrauben nachziehen, das Hotend reinigen oder das Heizbett neu einstellen muss. Ein passend dünner Inbus (etwas kleiner als der Hotend-Durchmesser) kann auch hilfreich dabei sein, ein verstopftes Hotend zu reinigen oder einen Pfropfen durchzudrücken - wenn nötig vorher mit dem Feuerzeug erhitzen, damit er das Filament schmelzen kann. Doch vorsicht mit dem Inbus, falls in Heatbreak oder Kühlkörper Teflon-Röhrchen bzw. Beschichtung ist. Denn ein zu grober Einsatz kann dieses beschädigen oder ausweiten - was sich meist stark negativ auf das Druckbild und die Zuverlässigkeit (häufiges Verstopfen) auswirkt.
Schieblehre
Egal, ob man die XYZ-Präzision seines Druckers kalibieren will, damit die Drucke auch exakt so groß werden wie in der Software eingestellt, oder ob man den Extruder kalibriert, damit er exakt soviel Filament extrudiert, wie vom Gcode vorgesehen - eine Schieblehre, die in Millimeterbruchteilen messen kann, ist dafür unverzichtbar. Auch wenn man die Z-Höhe links und rechts auf den Millimeterbruchteil exakt gleich einstellen will oder mit manueller G-Code-Anpassung einen abgebrochenen Druck wieder aufnehmen und dafür die Höhe des teilweise gedruckten Objekts vermessen will: Die Schieblehre hilft! Es gibt rein mechanische Schieblehren, die etwas teureren Varianten haben eine Digitalanzeige.
Spachtel
Einige Druckerhersteller liefern einen Spachtel aus Metall oder Hartplastik mit, mit dem man den Druck einfach vom Druckbett lösen kann. Vorsicht mit Metallspachteln auf Glas- oder beschichteten Heizbetten, diese können Kratzer hinterlassen und die Beschichtung beschädigen - so wie Metall-Kochwerkzeug in der Teflon-beschichteten Pfanne.
Digital-Messgerät
Wer seinem Drucker elektrisch zur Seite stehen will, der benötigt auch ein ordentliches Messgerät. Insbesondere Anwender, die sich eigene 3D-Drucker bauen oder bestehende elektrisch umrüsten, werden ohne gutes Messgerät nicht weit kommen. Nicht nur die korrekte Verkabelung, Polarität und Stromleitung kann damit vor dem Einschalten (oder bei Wackelkontakt) überprüft werden, auch die von den Steppertreibern gelieferten Motorströme kann man ohne Messgerät nur schwerlich korrekt (d.h. passend zu Druckgeschwindigkeit, Kopf-Gewicht und eingesetztem Motor) einstellen.
Cutter-Messer
Das Cutter-Messer hilft nicht nur beim Abschneiden von Filament, es kann auch zum Nachbearbeiten der 3D-Drucke dienen. Supportstrukturen oder Hutkrempen (engl. "brim") kann man damit genauso wegschneiden wie unerwünschtes Stringing (Fäden) bzw. Warzen (Blobs) oder hängende Loops bei extremen Überhängen.
Seitenschneider
In manchen Fällen ist der Seitenschneider praktischer als das Cutter-Messer. Nicht nur beim Durchtrennen von Kabeln oder Abzwicken von Filament, auch beim Nachbearbeiten des 3D-Drucks oder beim Lösen hartnäckig auf dem Druckbett haftender Drucke kann der Seitenschneider gute Dienste leisten (am besten einer mit dünner Spitze!).
Ein Seitenschneider hilft beim Verkabeln, Säubern des Druckes oder Lösen vom Druckbett
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.